
摘 要
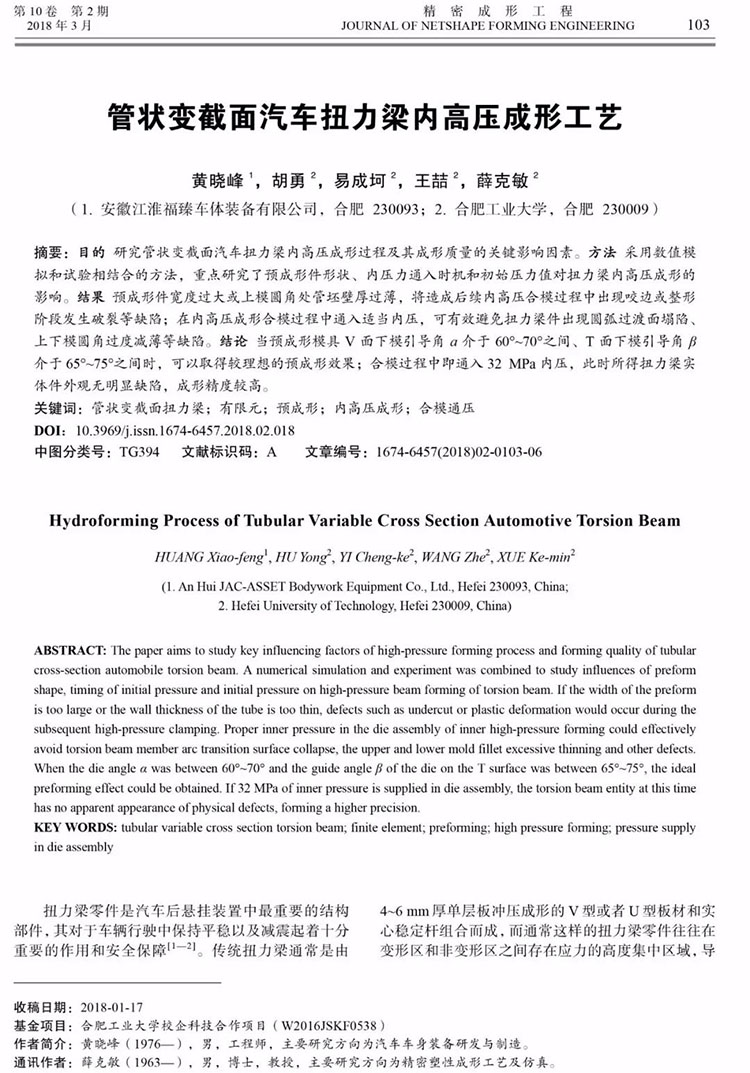
目的 研究管狀變截面汽車扭力梁內高壓成形過程及其成形質量的關鍵影響因素。
方法 采用數值模擬和試驗相結合的方法,重點研究了預成形件形狀、內壓力通入時機和初始壓力值對扭力梁內高壓成形的影響。
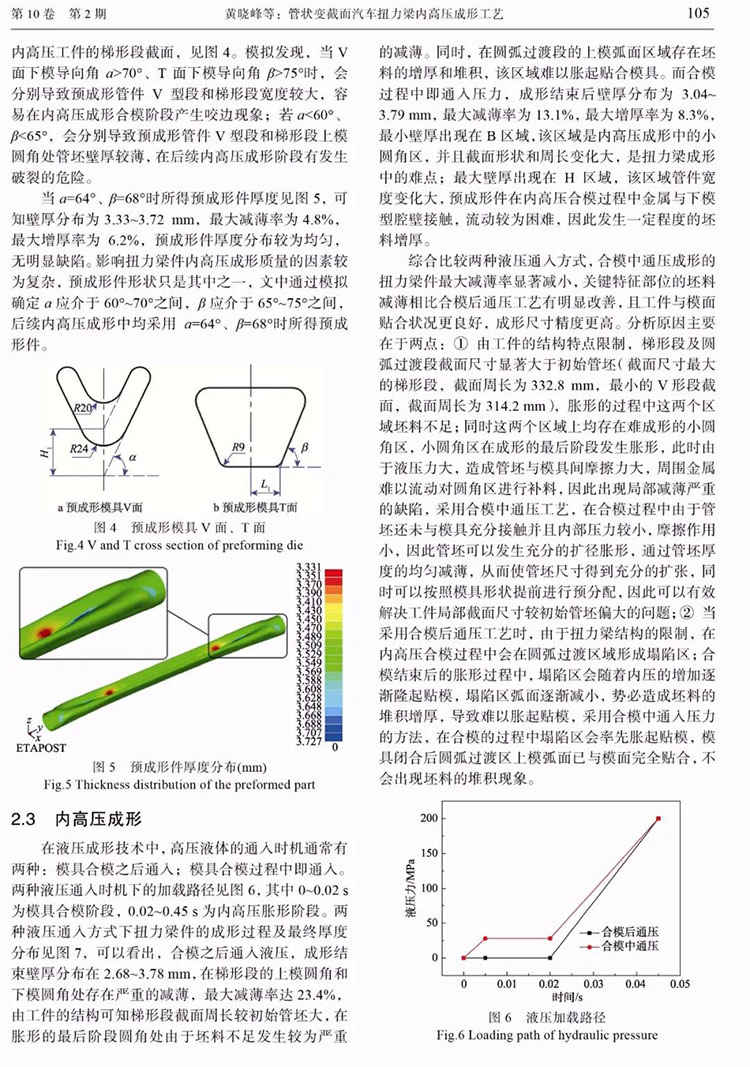
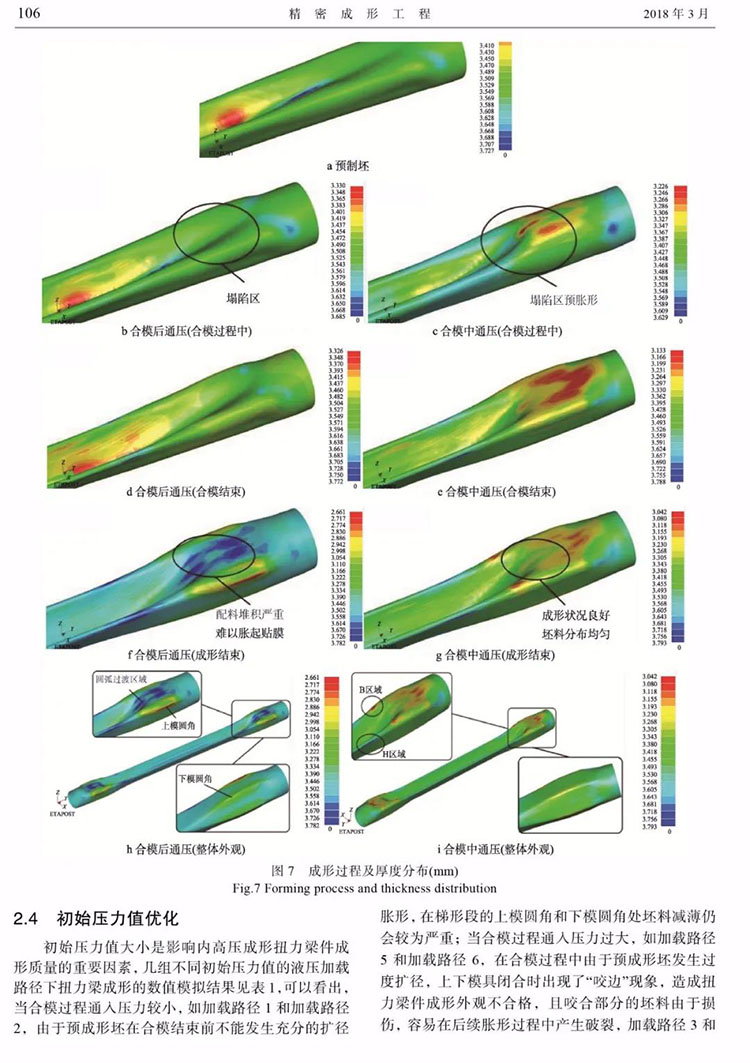
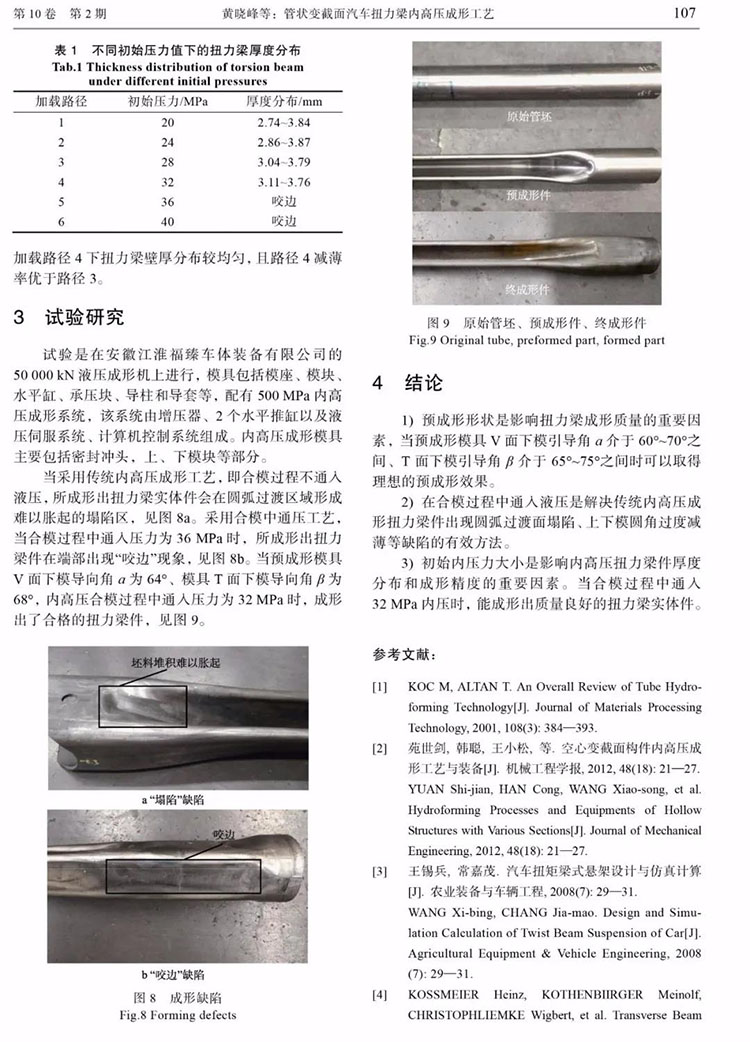
結果 預成形件寬度過大或上模圓角處管坯壁厚過薄,將造成后續內高壓合模過程中出現咬邊或整形階段發生破裂等缺陷;在內高壓成形合模過程中通入適當內壓,可有效避免扭力梁件出現圓弧過渡面塌陷、上下模圓角過度減薄等缺陷。
結論 當預成形模具V面下模引導角а介于60°~70°之間、T面下模引導角β介于65°~75°之間時,可以取得較理想的預成形效果;合模過程中即通入32 MPa內壓,此時所得扭力梁實體件外觀無明顯缺陷,成形精度較高。
來源:《精密成形工程》2018年第2期
作者:黃曉峰,胡勇,易成坷,王喆,薛克敏
下為正文:
【興迪源機械簡介】
興迪源是國內第一家向市場提供智能金屬管材內高壓成形設備的生產商,已向各個領域的客戶提供了數十臺各種規格的內高壓成形設備,合模力從400T至5000T,高達500MPa。

興迪源內高壓成形設備適用于制造航空航天、核電、石油化工、飲水系統、管道系統、汽車以及自行車行業的復雜異形截面空心構件。主要產品有空心結構框架、汽車車身支撐件、副車架、底盤件、進排氣系統管件,以及航空航天飛行器構件、軍工行業管件、發動機中空軸類件、發動機組合式空心凸輪軸和復雜管件等。