
失穩(wěn)起皺是薄板成形過(guò)程中決定成形極限的主要因素之一,不但嚴(yán)重影響成形件的成形質(zhì)量、精度和模具的壽命,甚至直接導(dǎo)致后續(xù)成形無(wú)法繼續(xù)。所以有效預(yù)測(cè)和控制起皺,是薄板成形中極為關(guān)鍵的工作。
比如,球底件和平底件的拉深。從拉深過(guò)程中板材的力學(xué)狀態(tài)分析,外皺和內(nèi)皺均是板料在環(huán)向內(nèi)應(yīng)力的作用下由平面內(nèi)變形變?yōu)槠矫嫱獾那冃螌?dǎo)致的分叉失穩(wěn),從而偏離基本平衡路徑進(jìn)入次級(jí)平衡路徑。因而如何準(zhǔn)確預(yù)測(cè)分叉點(diǎn)是預(yù)測(cè)和控制起皺的關(guān)鍵。
一般情況下,施加合適的壓邊力可以控制外皺,而對(duì)于內(nèi)皺的控制較難,原因是因?yàn)閼铱諈^(qū)板料厚向不受約束,難以直接通過(guò)模具施壓,而且拉深過(guò)程中懸空區(qū)面積和空間位置不斷變化也增加了控制內(nèi)皺的難度。
隨著板材液壓成形工藝(點(diǎn)擊可查看工藝及案例)的成熟應(yīng)用,可以一定程度上抑制內(nèi)皺,但是一些厚徑比小的零件仍然很難做到完全抑制內(nèi)皺的產(chǎn)生。
為此,哈工大陳一哲、陳偉等人曾經(jīng)進(jìn)行過(guò)研究,并通過(guò)液壓成形得到厚徑比較小、精度較高的零件,還進(jìn)一步對(duì)如何更好地控制起皺進(jìn)行過(guò)分析。
一、起皺理論預(yù)測(cè):
預(yù)測(cè)臨界應(yīng)力主要有兩種方法:一是近似能量法,二是分叉理論,也稱(chēng)為解析能量法。
近似能量法中,預(yù)測(cè)起皺是通過(guò)比較材料的臨界起皺能和塑形變形能大小實(shí)現(xiàn)的,當(dāng)后者大于前者時(shí)起皺將會(huì)發(fā)生。這種預(yù)測(cè)是在一維的基礎(chǔ)上推導(dǎo)出的臨界應(yīng)力,只有在法蘭區(qū)的寬度遠(yuǎn)小于板材的半徑時(shí),預(yù)測(cè)結(jié)果才較為準(zhǔn)確。
為了獲得更準(zhǔn)確的預(yù)測(cè)結(jié)果,后期又有研究人員建立柱坐標(biāo)系進(jìn)行二維起皺預(yù)測(cè),得到了板材發(fā)生彈性屈曲和塑性屈曲的臨界條件。
不過(guò)以上兩種方法還有一定的局限性,因?yàn)橹唤鉀Q了法蘭區(qū)的起皺預(yù)測(cè),懸空區(qū)或者直壁區(qū)未能涉及。
后面出現(xiàn)的結(jié)合數(shù)值模擬進(jìn)行起皺預(yù)測(cè)的方法實(shí)現(xiàn)了在復(fù)雜形狀和邊界條件下對(duì)起皺的預(yù)測(cè),從而改進(jìn)了能量法。
綜上,可看出,能量法則其實(shí)是綜合了理論解析和數(shù)值模擬相結(jié)合的預(yù)測(cè)方法,所以在預(yù)測(cè)板材拉深過(guò)程中產(chǎn)生的外皺和內(nèi)皺均是相對(duì)可靠的,并且方法簡(jiǎn)單、計(jì)算效率高,是一種行之有效的起皺預(yù)測(cè)方法。
再看分叉理論。分叉理論1958年首次提出,解析了彈塑性變形過(guò)程中失穩(wěn)問(wèn)題,使用微分平衡方程直接求解,能較好地追蹤板料后續(xù)起皺行為。
后期的研究人員考慮到變形過(guò)程中板料曲率和應(yīng)力狀態(tài)的變化,對(duì)其進(jìn)行了簡(jiǎn)化,使之更適合于薄板和殼體,并計(jì)算了變形過(guò)程中由平面內(nèi)變形,變?yōu)槠矫嫱庾冃蔚呐R界起皺應(yīng)力。
但是這類(lèi)研究都局限于長(zhǎng)波長(zhǎng)的模型,并且都忽略了板料邊緣的邊界條件和連續(xù)性條件,雖然還有研究人員進(jìn)行改進(jìn),但是分叉理論還是很難應(yīng)用于有復(fù)雜形狀和邊界條件的板材成形過(guò)程。
顯然,分叉理論在解析板料后續(xù)起皺行為上具有較大優(yōu)勢(shì),但是用解析的方法解決復(fù)雜的分叉泛函問(wèn)題有時(shí)是不可行的。
二、數(shù)值模擬試驗(yàn):
先看著名的吉田起皺試驗(yàn)。吉田起皺試驗(yàn)是一種評(píng)估板材壓縮失穩(wěn)性能的試驗(yàn)方法,具體包括方板單向?qū)抢?YBT-Ⅰ)和方板雙向?qū)抢?YBT-Ⅱ),兩種方法都得到了廣泛應(yīng)用。
如圖1所示,對(duì)角拉伸主要通過(guò)測(cè)量中心標(biāo)距段變化量作為拉伸變形量的指標(biāo),而起皺程度是用橫向標(biāo)距上的皺高來(lái)衡量。吉田起皺試驗(yàn)可以很好地界定板材的壓縮失穩(wěn)能力,能夠?yàn)榘宀膹?fù)雜塑性變形中的起皺預(yù)測(cè)和控制提供參考。
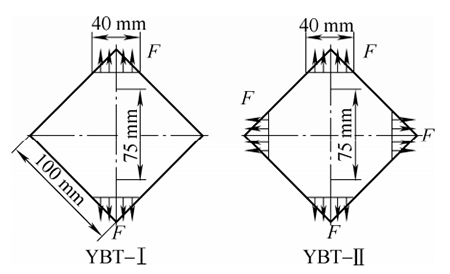
圖1 吉田起皺測(cè)試示意圖及其尺寸
此外,錐形件拉深也是研究起皺的方法之一。如圖2 所示,當(dāng)錐形件底部直徑和凸模直徑的比值 a/ b 1<時(shí),板料成形過(guò)程中有大量懸空區(qū)存在,從而極易產(chǎn)生起皺缺陷。
研究人員超低碳鋼的平底圓錐形件拉深的起皺研究也表明:提高板厚能夠減小起皺區(qū)域;隨著板厚方向性系數(shù)的提高,起皺區(qū)的等效應(yīng)變變化率降低,并且可以使用應(yīng)變變化率或應(yīng)力變化率表征起皺區(qū)的范圍。
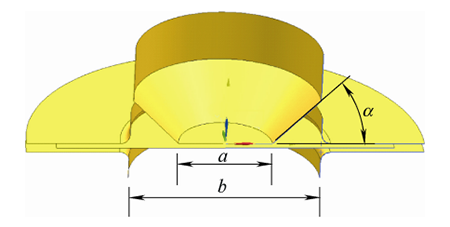
圖2 平底錐形件拉深示意圖
還有研究人員系統(tǒng)地將數(shù)值模擬、工藝試驗(yàn)和理論分析相結(jié)合,這樣更精確地預(yù)測(cè)了復(fù)雜形狀曲面件法蘭區(qū)和懸空區(qū)的起皺。
此外,數(shù)值模擬軟件可以選擇不同的屈服準(zhǔn)則,針對(duì)具有不同晶格特點(diǎn)的材料使用不同的屈服準(zhǔn)則,通過(guò)數(shù)值模擬可以方便快捷地預(yù)測(cè)起皺并獲得應(yīng)力應(yīng)變狀態(tài)。
但是由于工藝試驗(yàn)的多樣性和復(fù)雜性,成形出合格零件才是工業(yè)和生產(chǎn)中的根本要求。所以以理論分析和數(shù)值模擬為基礎(chǔ)開(kāi)展工藝試驗(yàn),進(jìn)行起皺的預(yù)測(cè)和控制是將來(lái)研究的主要思路。
三、板材液壓成形在控制外皺和內(nèi)皺上的效果:
板材液壓成形技術(shù)能夠改變懸空區(qū)板材的形狀和環(huán)向應(yīng)力狀態(tài),其在控制拉深件的外皺和內(nèi)皺上均有明顯效果。
隨著成形設(shè)備的精度和噸位不斷提高,目前,基本可以確保零件不發(fā)生破裂的前提下通過(guò)提高壓邊力控制外皺的產(chǎn)生,再加上板材液壓成形時(shí)流體介質(zhì)可以將壓力傳遞到法蘭區(qū)板材上,其作用類(lèi)似于柔性壓邊力,則更易于控制外皺。
而對(duì)于內(nèi)皺,通過(guò)增大壓邊力難以緩解懸空區(qū)板材的環(huán)向壓應(yīng)力,所以只有通過(guò)板材液壓成形的工藝控制內(nèi)皺,合適的液室壓力能夠?qū)辶蠅合蛲鼓#瑥亩龠M(jìn)板料較早貼模,甚至能夠?qū)辶戏疵浧饋?lái),形成“軟拉深筋”,使懸空區(qū)處于雙向拉應(yīng)力狀態(tài),從而控制內(nèi)皺的發(fā)生。
在研究抑制內(nèi)皺時(shí)研究人員發(fā)現(xiàn),預(yù)脹充液拉深可以有效地控制內(nèi)皺的產(chǎn)生和發(fā)展。如圖3所示,增大液室壓力可以使板材出現(xiàn)“軟拉深筋”的效果,從而減小環(huán)向壓應(yīng)力甚至使其變?yōu)槔瓚?yīng)力,抑制起皺效果明顯。
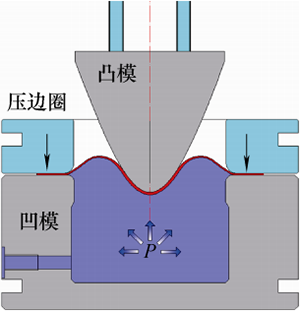
圖3 充液拉深成形示意圖
此外,在液壓成形技術(shù)中,法向壓力對(duì)于板材成形極限和變形行為的影響不可忽視,區(qū)別于傳統(tǒng)板料變形中忽略厚向應(yīng)力,正反加壓板材液壓成形技術(shù)中懸空區(qū)板材為三向應(yīng)力狀態(tài),厚向壓力能夠提高零件拉深性能和壁厚均勻性,進(jìn)而影響懸空區(qū)的起皺行為。
雖然板材液壓成形在控制內(nèi)皺和外皺上有明顯效果,但是仍有一些問(wèn)題需要在工作中繼續(xù)探索解決。比如復(fù)雜形狀零件理論分析模型不完善、難以確定數(shù)值模擬以及工藝試驗(yàn)中的起皺標(biāo)準(zhǔn)、厚向應(yīng)力的效果、大尺寸薄壁件的整體液壓成形等。解決這些問(wèn)題將會(huì)大大推動(dòng)薄板液壓成形起皺預(yù)測(cè)及控制。
【興迪源機(jī)械板材充液液壓成形設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械板材充液成形設(shè)備采用液體作為傳力介質(zhì)代替剛性凸模或凹模傳遞載荷,使坯料在傳力介質(zhì)作用下貼靠凸模或凹模以實(shí)現(xiàn)金屬板材零件的成形。設(shè)備整體采用三梁四柱式結(jié)構(gòu),并將壓邊缸和拉伸缸復(fù)合在一起,主缸與副液壓缸相互配合,實(shí)現(xiàn)難變形材料、復(fù)雜形狀、較大拉深比的鈑金類(lèi)零件的精確、高效成形。

XD-SHF系列板材充液成形設(shè)備是我司自主創(chuàng)新、研制開(kāi)發(fā)出的具有獨(dú)立知識(shí)產(chǎn)權(quán)的液態(tài)介質(zhì)柔性成形設(shè)備,用于鈑金類(lèi)零件的高精度成形,在國(guó)內(nèi)具有先進(jìn)水平。板材充液成形設(shè)備所加工的零件具有回彈小、尺寸精度高、表面質(zhì)量好等優(yōu)勢(shì),廣泛適用于航空航天、石油、核電、汽車(chē)、大型柴油發(fā)動(dòng)機(jī)等領(lǐng)域。比如飛機(jī)上口框零件的預(yù)制坯,臺(tái)階型非對(duì)稱(chēng)油底殼拉深,盒形件的帶背壓拉深以及汽車(chē)減震器托盤(pán)等成形。