
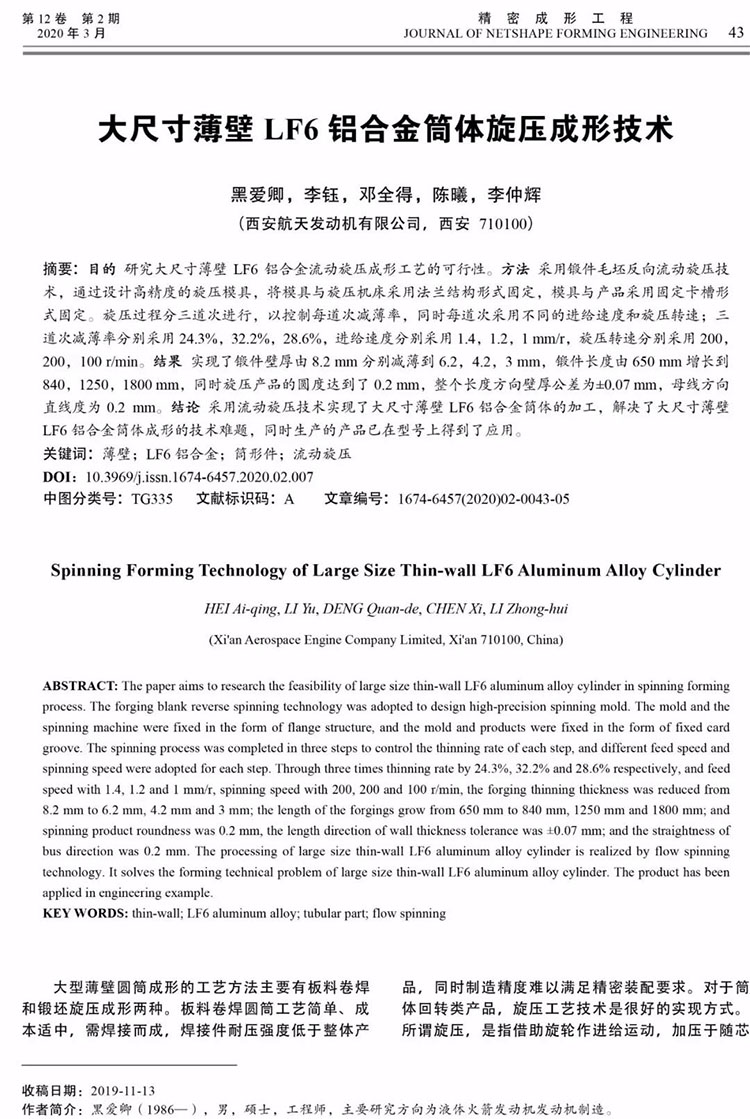
摘 要:目的, 研究大尺寸薄壁LF6鋁合金流動旋壓成形工藝的可行性。方法,采用鍛件毛坯反向流動旋壓技術,通過設計高精度的旋壓模具,將模具與旋壓機床采用法蘭結構形式固定,模具與產品采用固定卡槽形式固定。旋壓過程分三道次進行,以控制每道次減薄率,同時每道次采用不同的進給速度和旋壓轉速;三道次減薄率分別采用24.3%,32.2%,28.6%,進給速度分別采用1.4,1.2,1 mm/r,旋壓轉速分別采用200,200,100 r/min。
結果,實現了鍛件壁厚由8.2 mm分別減薄到6.2,4.2,3 mm,鍛件長度由650 mm增長到840,1250,1800 mm,同時旋壓產品的圓度達到了0.2 mm,整個長度方向壁厚公差為±0.07 mm,母線方向直線度為0.2 mm。
結論, 采用流動旋壓技術實現了大尺寸薄壁LF6鋁合金筒體的加工,解決了大尺寸薄壁LF6鋁合金筒體成形的技術難題,同時生產的產品已在型號上得到了應用。
來源:《精密成形工程》2020年第2期
作者:黑愛卿,李鈺,鄧全得,陳曦,李仲輝
以下為正文:

【興迪源機械液壓技術優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數十名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。