
摘 要:
目的 研究三維異形截面汽車縱梁充液成形過程的變形規律。
方法 通過數值模擬和試驗研究相結合的方法,分析多工序中的充液成形過程,對影響構件成形性能的液壓力加載路徑關鍵參數進行分析。
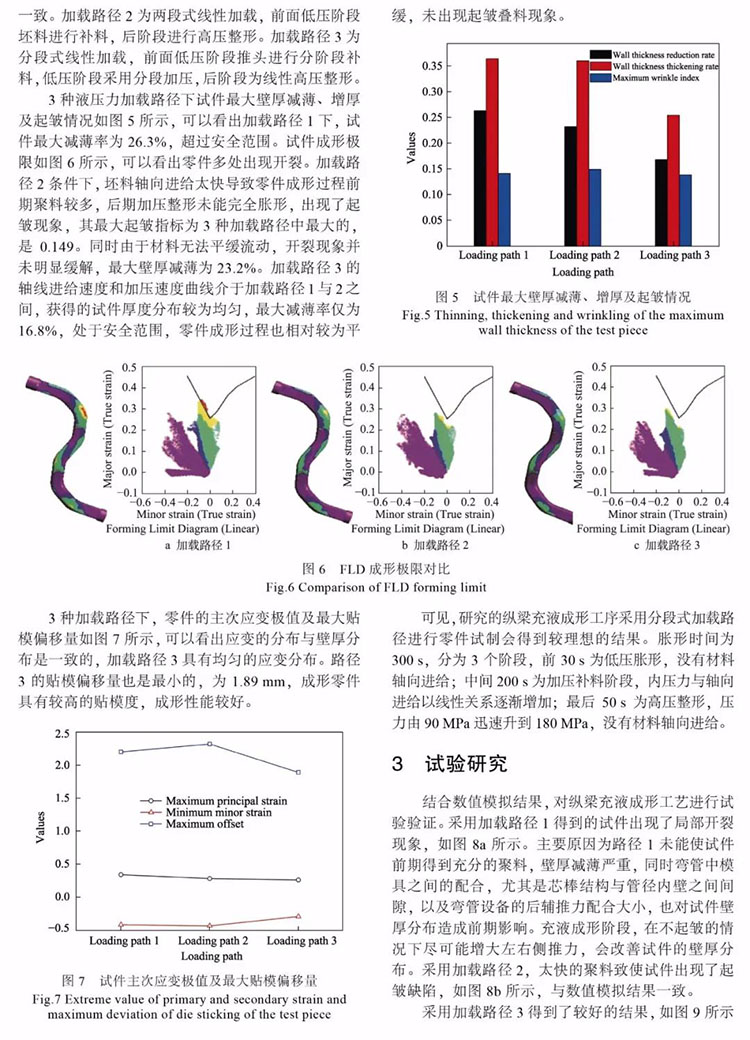
結果 線性加載路徑下試件最大減薄率為26.3%,試件出現了局部開裂現象。兩段式線性加載條件下最大起皺指標為0.149,試件出現了起皺缺陷,最大壁厚減薄為23.2%,開裂現象并未明顯緩解。分段式線性加載條件下試件的最大減薄率僅為16.8%,貼模偏移量為1.89 mm,未出現起皺疊料現象,成形質量較好,同時,試驗結果與數值模擬結果有較好的一致性。
結論 液壓力加載路徑對試件壁厚分布影響較大,采用分段式線性加載,可以實現低壓階段的分段加壓和有效補料,以及后期的線性高壓整形,試件成形質量較高。
來源:《精密成形工程》2020年第3期
作者:張小勇,程鵬志,王耀,阮尚文,成剛,王增華
以下為正文:
【興迪源機械液壓技術優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數十名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。