
一種新型的液壓脹形復合成形方法—金屬薄壁管沖擊液壓脹形,通過對金屬薄壁管沖擊液壓脹形原理、脹形過程中管坯的受力情況以及管坯型腔內壓形成機理的分析,揭示了金屬薄壁管沖擊液壓脹形的成形機理。本文興迪源機械帶來金屬薄壁管沖擊液壓脹形簡述及原理。
一、金屬薄壁管沖擊液壓脹形簡述:
為提高管件生產效率、改善管坯成形性和整體性,研究者們對THF技術在成形工藝、加載路徑等方面進行了大量的研究,先后出現了自由脹形、軸壓脹形、擠壓脹形、徑壓脹形等成形方法,提出了線性加載、折線加載、脈動加載等多種加載路徑,為THF技術的發展奠定了扎實基礎。
然而,以上成形技術實施的主要動力源——內壓——均需依賴性能優良的外部供液系統,為此,國內外眾多機構對供液設備和控制系統的理論與產品開發進行了深入研究,如德國的舒勒公司和SPS公司、美國ITC公司,以及國內的哈爾濱工業大學液力成形工程研究中心和上海交通大學等。
但是,昂貴、龐大的供液系統和高要求的密封條件阻礙了THF技術的發展。隨著THF技術應用的逐步推廣,降低脹形設備成本和技術難度,提高管材成形效率和成形性能將成為THF的一個新的發展方向。
為了解決上述管材液壓脹形過程中存在的問題,一種新型的液壓脹形復合成形方法—金屬薄壁管沖擊液壓脹形(liquid impact forming,LIF),通過對金屬薄壁管沖擊液壓脹形原理、脹形過程中管坯的受力情況以及管坯型腔內壓形成機理的分析,揭示了金屬薄壁管沖擊液壓脹形的成形機理。
二、金屬薄壁管沖擊液壓脹形原理:
金屬薄壁管沖擊液壓脹形是在液壓脹形和沖壓成形基礎上發展起來的一種新型復合成形技術,它利用壓力機上下模具閉合時的徑向壓管運動,使管材內部液體自發產生內壓而快速填充模具型腔,完成脹形過程。
LIF工作原理如圖2-1所示,其流程是:
(a)將管坯定位于模具型腔中,通過儲液容器往管坯內腔注入液體,此時管坯內壓與大氣壓P。相當;
(b)當液體經管坯內腔流入連通管并溢出時,停止加液,關閉管坯兩端的控制閥以保證管坯內腔密封;
(c)利用壓力機的沖頭下行運動逐漸閉合上下模具,管坯在受壓自發產生的內壓P1和合模力F作用下發生塑性變形;
(d)當模具完全閉合,內壓達到最大值P2,管坯填充模具型腔,完成一次沖擊脹形。
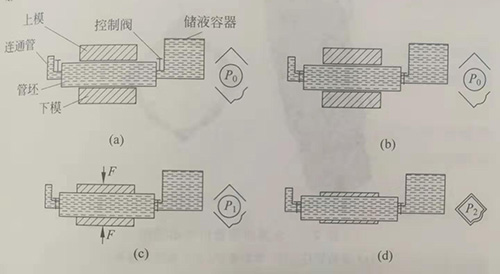
圖2-1 金屬薄壁管沖擊液壓脹形原理
(a)注入液體;(b)密封管件;(c)閉合模具;(d)沖壓成形
LIF技術無需昂貴的專用設備和模具,也不需要復雜的外部供液系統和控制系統,只需使用普通壓力機即可實現復雜截面形狀管材的成形,該方法具有生產成本低、成形效率高等優點,是一項極具發展潛力的先進、實用的成形技術。
【興迪源內高壓成形設備優勢】
興迪源機械是以內高壓成形技術為核心,以內高壓成形機、內高壓水脹成形機、內高壓板材充液成形機、內高壓三通機等設備為主導產品的生產廠家。興迪源機械建立有液力內高壓成形機械工程技術研究開發中心,并與中國科學院金屬研究所、南京航空航天大學等院校開展長期的科研課題開發合作。

自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。
部分文段和圖片摘自:
《金屬薄壁管沖擊液壓脹形技術》
作者:劉建偉
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除