
典型汽車緊固件(如自攻螺釘、鎖緊螺母、螺紋嵌件、J形夾和塑料推塞)所需的所有孔和槽的形狀和尺寸都可以在成形操作期間進行液壓穿孔。本文興迪源機械帶來汽車緊固件液壓穿孔的方法及工藝原理。
一、汽車緊固件液壓穿孔的方法及原理:
汽車結構總成通常需要許多不同類型的孔和槽。在液壓成形過程中,部件在液壓成形模具中,仍然處于高壓狀態,通過在工具中精確定位沖頭,可以形成孔和槽。
為了區別這種沖孔方法與傳統的沖孔和按鈕沖孔,在液壓成形模具中的沖孔稱為液壓沖孔。
典型汽車緊固件(如自攻螺釘、鎖緊螺母、螺紋嵌件、J形夾和塑料推塞)所需的所有孔和槽的形狀和尺寸都可以在成形操作期間進行液壓穿孔。
由于時間和成本的限制,原型液壓成形工具通常是建立在水電站只測量孔。所有其他的孔和槽,然后激光切割或使用各種其他過程,如鉆,銑,流鉆。在生產中,對于在產品使用壽命內不可能改變位置的孔和槽,水培提供了最經濟的解決方案。
圖7-1所示的典型液壓穿孔模塊由沖頭、導窗、沖頭保持架和液壓缸組成,并在每個孔位置嵌入液壓成形工具中。
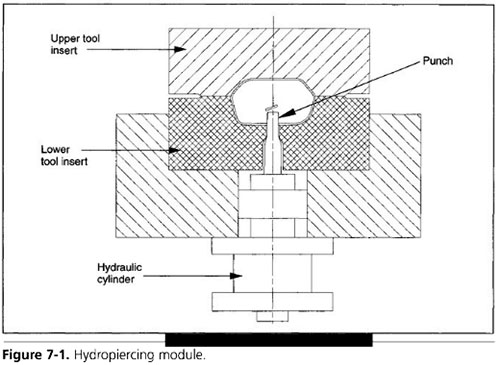
緊密相連的孔用一個液壓缸沖孔。根據元件的形狀和尺寸,可以對大量的孔和槽進行液壓穿孔。
一些生產部門最多可鉆40個水培孔,但隨著水培模塊的增加,生產工具的成本增加,其他資本支出和其他運營成本變化不大。在液壓成形過程中,有兩種主要的滲孔方法。
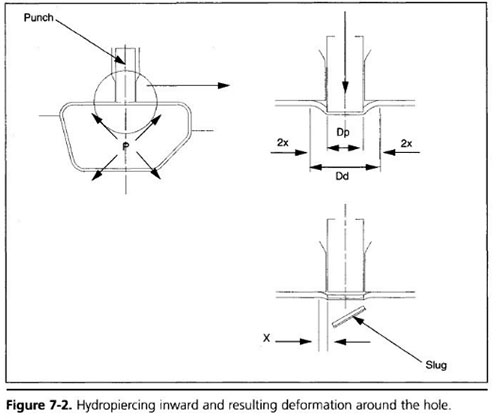
最常用的方法是將沖頭推入部件表面,如圖7-2所示。這種方法適用于各種尺寸和形狀的孔。
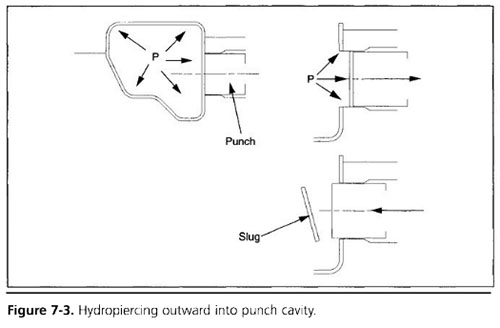
采用第二種方法時,成形液將材料推出沖孔,如圖7-3所示。這種方法主要用于非常大的孔和槽。
二、內向液壓穿孔的原理:
圖7-2顯示了液壓穿孔時的事件序列。加壓的液體充當沖頭的備份,隨著沖頭向前推進,沖頭周圍的表面在材料剪切之前被向內推動。
材料剪切后,孔周圍的變形量約為原始值的一半。這種變形量是材料厚度、材料特性、沖頭類型和鋒利度、沖頭沖孔速度和流體壓力的函數。對于大多數汽車應用,孔周圍的小的局部變形是可以接受的,沖孔所需的力和孔周圍變形表面積的估算可通過計算進行。
【興迪源機械液壓成形設備優勢】
興迪源機械是先進輕量化成形技術的提供者,從產品研發、設備生產、模具研制、方案定制,直至最終交付及提供增值服務,我們為客戶提供的不僅僅是一臺設備,而是一整套智能制造成形方案。

興迪源機械經過十數年的生產和不斷地創新研發,已獲得發明專利和實用新型專利超過二十項,并以每年2~4項的新增速度不斷增加。其中自主研發了“一種榫式結構大型液壓機機架”用于大型液壓機機架的設計制造;俗稱“板材充液成形設備”也是由本公司自主研發的國際首臺產品,并獲得了發明專利和實用新型專利。