
液壓拉伸成形過程的工具設置為液壓腔和模具,復合拉深拉伸成形是通過適當的刀具設計和精確的坯料流動控制,雙毛坯液壓成形方法也稱為枕形成形或平行板液壓成形,本文興迪源機械帶來液壓拉伸成形、復合拉深拉伸成形及雙毛坯液壓成形的工藝原理。
一、液壓拉伸成形的工藝原理:
液壓拉伸成形過程的工具設置為液壓腔和模具,如圖3-3所示。模具可以在下部或壓力機的上部位置。
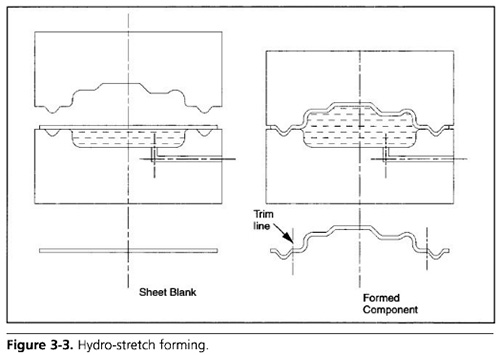
一旦坯料放在工具上,它就被壓邊器和鎖芯固定住。
流體室中的壓力被主動增加,以將毛坯拉伸到模具形狀。使用該工藝獲得的拉伸深度取決于材料的成形性能。
二、復合拉深拉伸成形的工藝原理:
復合拉深拉伸成形是通過適當的刀具設計和精確的坯料流動控制,拉伸成形和拉深操作可以在同一設置中組合,如圖3-4所示。
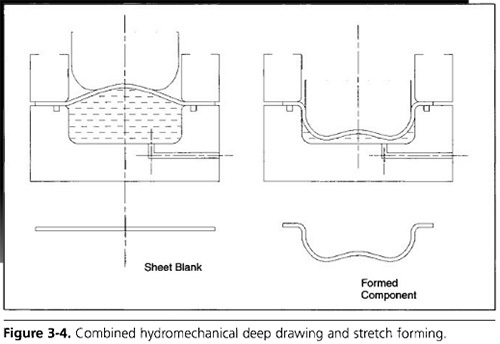
這種組合方法更適合于車身結構面板,金屬板的拉伸會使部件的大部分表面區域產生均勻的應變,從而提高工作強度和抗凹痕性。
筆劃的深拉伸部分可以獲得更高的繪制深度,使該方法非常適合復雜的幾何形狀。
通過將流體放在A級或優質表面上,這種金屬板液壓成形方法可以生產出高質量的A級表面。
三、雙毛坯液壓成形的工藝原理:
雙毛坯液壓成形方法也稱為枕形成形或平行板液壓成形,如圖3-5所示。在上下模之間放置兩個圍繞外圍焊接的已開發的鈑金坯料。
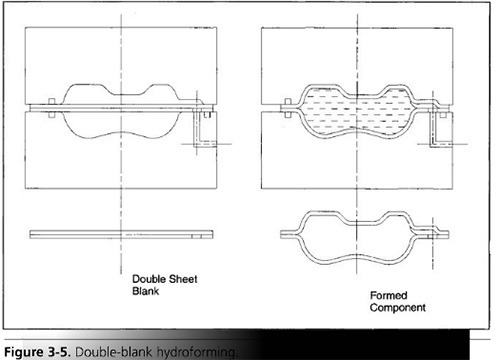
然后將流體壓力引入坯料中間,將材料拉伸成形到模具型面。該方法可用于生產不同長度線的組裝和全封閉截面,如圖3-6所示,每個毛坯的厚度可以不同,以滿足質量和結構性能要求。
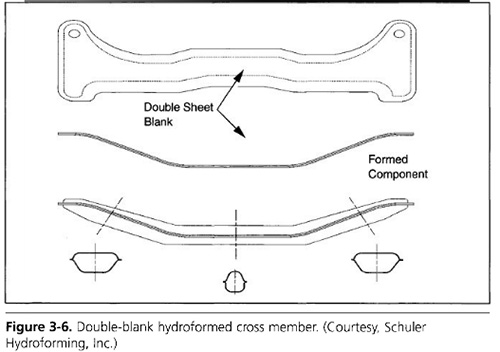
通過改進的壓邊力控制,可以通過焊接邊緣毛坯來控制法蘭寬度或消除法蘭。
此方法的可能應用包括完全封閉的組件,如燃油箱、結構橫梁和不能由管道構成的組件。
【興迪源機械液壓成形設備優勢】
興迪源機械先后獲得新鄉市政府和佛山市政府的科技項目研發獎勵,并一同入選了“高新技術企業”培育計劃,獲得政府基金獎勵。2017年,興迪源機械成功獲得了CCTV《發現品牌》欄目組的肯定,榮獲了“鍛壓設備行業優選品牌”的稱號。

2018年,興迪源機械“內高壓精密成形技術及成套裝備的研發與應用”項目列入年度重大科技專項,并在12月通過國家科技部火炬中心認定,成為國家級“高新技術企業”。2019年公司獲得了由河南省科技廳頒發的“河南省科技型中小企業證書”。