
內(nèi)高壓成型構(gòu)件的拐角處缺少接頭會導(dǎo)致整體組件的強度和剛度增加,內(nèi)高壓成型組件的重量通常可以明顯低于類似的沖壓組件,這是因為液壓元件上消除了法蘭和重疊點。本文興迪源機械帶來發(fā)動機托架內(nèi)高壓成型的優(yōu)點詳解。
一、發(fā)動機托架管狀內(nèi)高壓成型優(yōu)點:
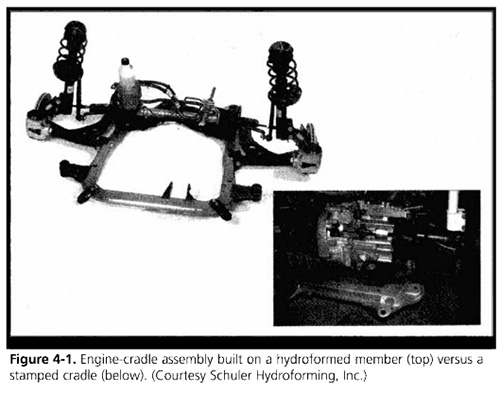
發(fā)動機托架是支撐汽車的發(fā)動機、懸架和轉(zhuǎn)向的部件。圖4-1所示的發(fā)動機支架組件說明了管狀內(nèi)高壓成形的所有優(yōu)點。
本設(shè)計中的單U形內(nèi)高壓成形構(gòu)件通常由至少六個C形截面或“頂帽形截面”壓模板構(gòu)成,壓模板需要一套下料、成形和修整工具。然后,必須準(zhǔn)確固定夯實,并將其MIG或點焊在一起。
MIG焊接過程產(chǎn)生的熱量通常會導(dǎo)致總成變形,導(dǎo)致尺寸穩(wěn)定性降低。
在內(nèi)高壓成形過程中,在一個內(nèi)高壓成形工具中形成一個數(shù)控彎曲管坯。
在內(nèi)高壓成形操作過程中,所有附件或間隙所需的孔和槽也被液壓穿入內(nèi)高壓成形部件中,因為這些孔和槽在內(nèi)高壓成形模具中穿孔,而零件處于高壓狀態(tài),每個孔的位置和尺寸都非常精確。
過程中使用的高壓使材料塑性變形進入模腔。當(dāng)組件從模具中移除時,幾乎沒有回彈。通常,內(nèi)高壓成形的部件可以很容易地放回模腔中。
二、沖壓組件與相同的內(nèi)高壓成型組件對比:
同一發(fā)動機托架的沖壓總成在每個角接頭處都有四個沖壓件,形成一種弱而靈活的接頭狀態(tài)。內(nèi)高壓成形構(gòu)件的拐角處缺少接頭會導(dǎo)致整體組件的強度和剛度增加。
內(nèi)高壓成形組件的重量通常可以明顯低于類似的沖壓組件,這是因為液壓元件上消除了法蘭和重疊點。
圖4-2比較了兩個沖壓組件與相同的內(nèi)高壓成形組件。
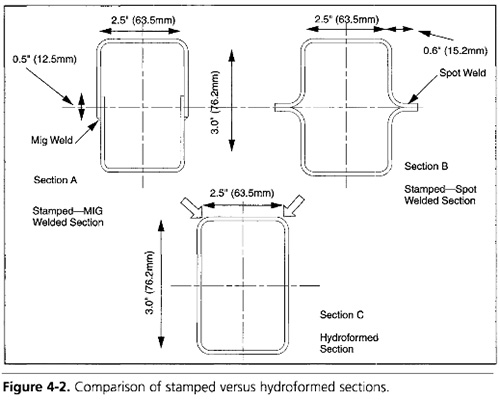
如果用相同尺寸和厚度的內(nèi)高壓成形截面C替換截面A,消除重疊法蘭和焊道將使部件重量減輕9%。或者,用內(nèi)高壓成形的截面C替換截面B,就不需要法蘭。在這種情況下,重量減少了21%,結(jié)構(gòu)性能(剛度和強度)將得到改善,因為連續(xù)結(jié)構(gòu)沒有離散的點焊或MIG焊接接頭,內(nèi)高壓成形部分也更有效地利用包裝空間。
增大截面尺寸可以進一步提高截面的結(jié)構(gòu)強度,對于較大的截面,材料利用率更高,如圖4-3所示。
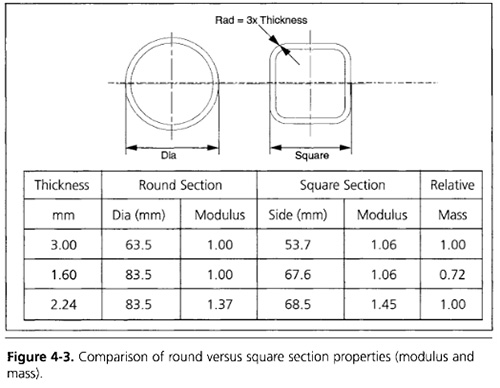
圖4-3中的表格顯示了基于2.5英寸(64 mm)的方形截面,直徑圓形截面對于相同質(zhì)量具有6%的較高強度。
如果截面尺寸從2.5英寸(64mm)增加至3.287英寸(83.50mm)。
對于相同的剪切模量,厚度為3.287-in(83.50毫米)截面可以減小到0.06英寸(1.6mm)并產(chǎn)生體重減輕了28%。
對于相同的截面重量,截面模數(shù)為3.287英寸(83.50mm)截面比2.5-in(64mm)截面高37%。
【興迪源機械內(nèi)高壓成形設(shè)備優(yōu)勢】
興迪源機械先后獲得新鄉(xiāng)市政府和佛山市政府的科技項目研發(fā)獎勵,并一同入選了“高新技術(shù)企業(yè)”培育計劃,獲得政府基金獎勵。2017年,興迪源機械成功獲得了CCTV《發(fā)現(xiàn)品牌》欄目組的肯定,榮獲了“鍛壓設(shè)備行業(yè)優(yōu)選品牌”的稱號。

2018年,我司“內(nèi)高壓精密成形技術(shù)及成套裝備的研發(fā)與應(yīng)用”項目列入年度重大科技專項,并在12月通過國家科技部火炬中心認(rèn)定,成為國家級“高新技術(shù)企業(yè)”。2019年公司獲得了由河南省科技廳頒發(fā)的“河南省科技型中小企業(yè)證書”。