【作 者】焉嵩;劉小勇;劉彩軍;胡志強;陳文婷;徐陽;劉德
【引 言】
短殼壁板是一種典型的圓柱鋁合金壁板,外側帶有加強筋和凸臺等結構特征,一般采用“先銑后彎”工藝[1],即平板銑削加工后彎曲成形(見圖1)。由于短殼壁板加強筋結構參與彎曲成形,容易產生失穩、扭曲或開裂等缺陷[2],導致產品超差甚至報廢。加強筋結構呈放射狀,針對短殼壁板彎曲成形缺陷問題,重新設計了工藝路線,采用“先彎后銑”工藝,降低彎曲成形難度,避免質量缺陷的產生,提升短殼壁板成形質量和穩定性。
【結 語】
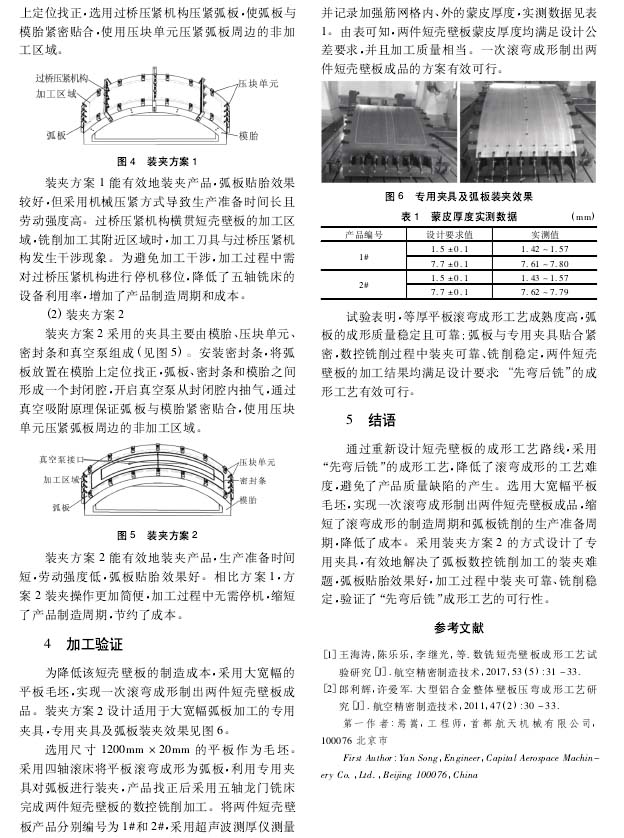
通過重新設計短殼壁板的成形工藝路線,采用“先彎后銑”的成形工藝,降低了滾彎成形的工藝難度,避免了產品質量缺陷的產生。選用大寬幅平板毛坯,實現一次滾彎成形制出兩件短殼壁板成品,縮短了滾彎成形的制造周期和弧板銑削的生產準備周期,降低了成本。采用裝夾方案2的方式設計了專用夾具,有效地解決了弧板數控銑削加工的裝夾難題,弧板貼胎效果好,加工過程中裝夾可靠、銑削穩定,驗證了“先彎后銑”成形工藝的可行性。