【作 者】初冠南;劉鋼;苑世劍
近年來內高壓成形技術在航空、航天和汽車制造業得到了愈來愈廣泛的應用,利用該技術生產的各種空心變截面管件既節省材料又能充分利用材料的強度和剛度 [1—4]。差厚拼焊管內高壓成形將不同壁厚管材焊接成整體,然后再用內高壓成形加工出結構件,可優化零件的壁厚分布,進一步減輕結構重量。
在等厚壁管坯內高壓成形中,影響應力應變狀態的因素主要為軸向力、內壓和管坯的長徑 比及壁厚。等壁厚管坯在無軸 向力作用下自由脹形時,脹形區各部位應力應變狀態差別不大,軸 向和環向同為拉應變狀態[5]。相比之下,差厚拼焊管成形中,管坯各部位初始壁厚不同將影響薄壁管 、厚壁管的應力 應變狀態,因此對變形過程、應力應變狀態和塑性 區的發展有顯著影響。
有學者通過數值模擬研究了差厚拼焊管內高壓成形中長度比、厚度 比對焊縫移動、成形性能及薄壁管、厚壁管變形量的影響,提出差厚拼焊管坯的厚度比應小于2.25 ,通過調整長度比可減小薄壁管、厚壁管變形差別[6,7]。 但對差厚拼焊管內高壓成形的變形特征及影響變形協調性的內在原因未做深入分析。本文通過數值模擬和實驗并結合力學分析研究了自由脹形狀態下差厚拼焊管脹形時薄壁管、厚壁管的變形特征,分析了影響協調變形的主要因素。
【結 論】
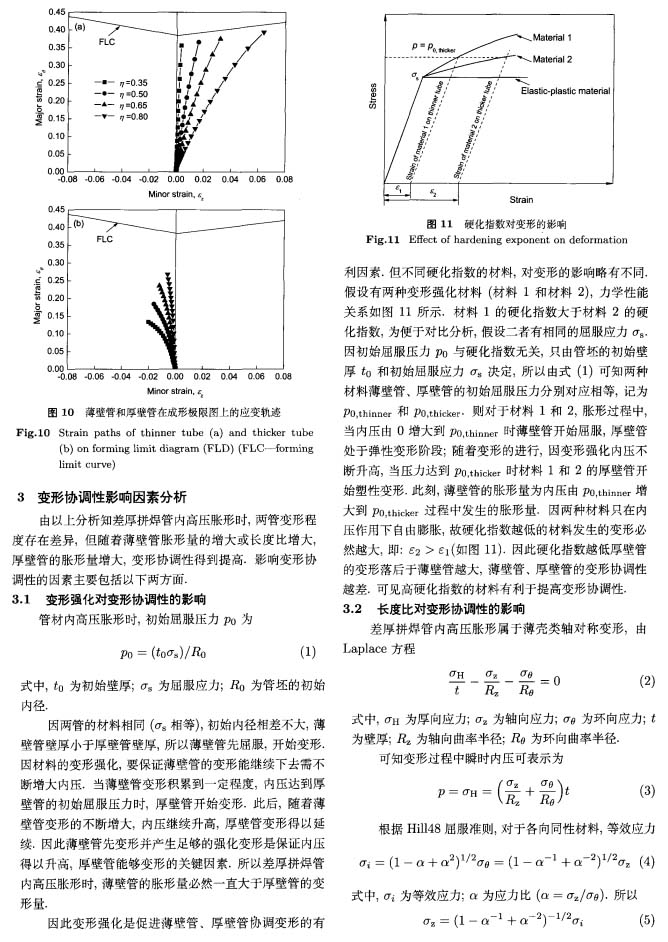
(1)差厚拼焊管內高壓脹形時,薄壁管、厚壁管變形存在差異,厚壁管變形始終落后于薄壁管.薄壁管變形后的幾何形狀為橢球型,厚壁管為圓錐型。
(2)薄壁管中部首先發生屈服,隨著壓力升高塑性區自中部向兩端逐漸擴展;厚壁管靠近焊縫一端最先屈服,此后塑性區逐漸擴展到另一端。
(3)差厚拼焊管內高壓脹形時,薄壁管 、厚壁管的應變狀態不同。薄壁管軸向為拉應變,厚壁管軸向為壓應變。
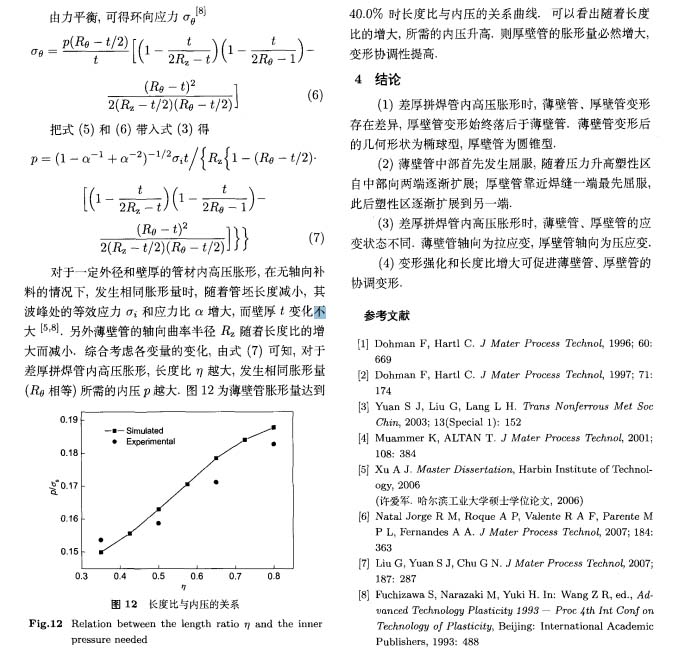
(4)變形強化和長度比增大可促進薄壁管、厚壁管的協調變形。
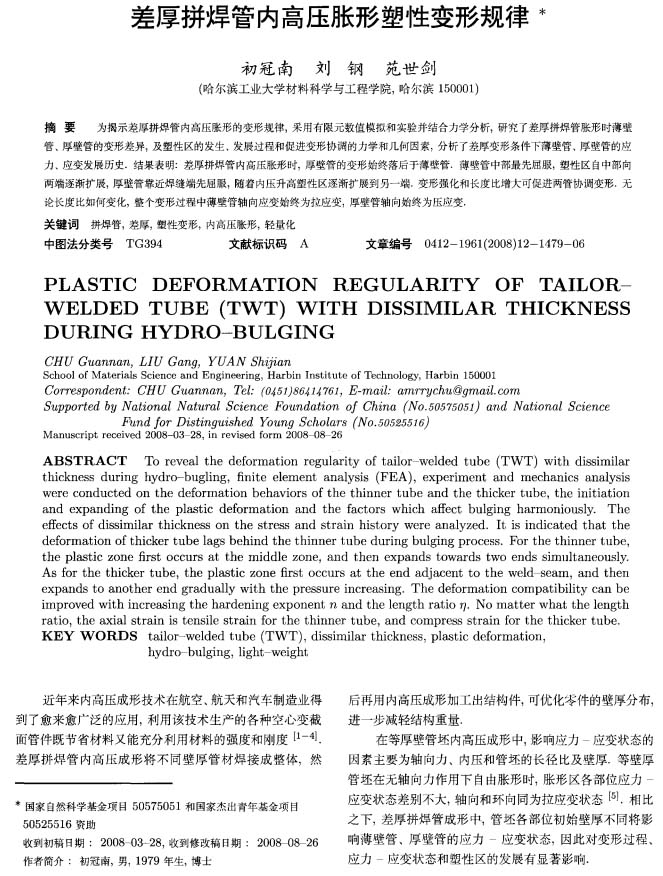
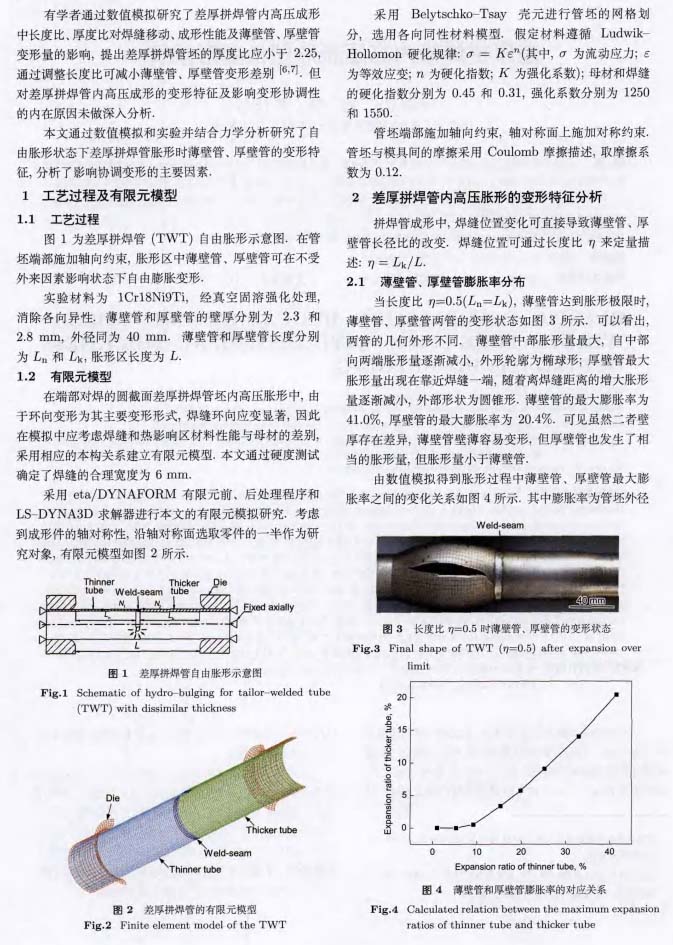
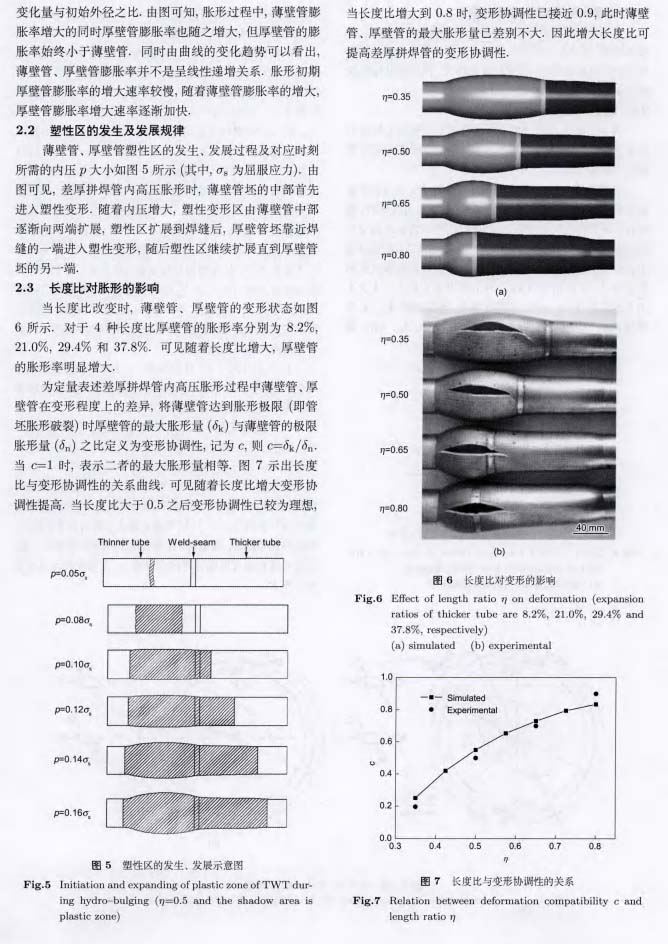
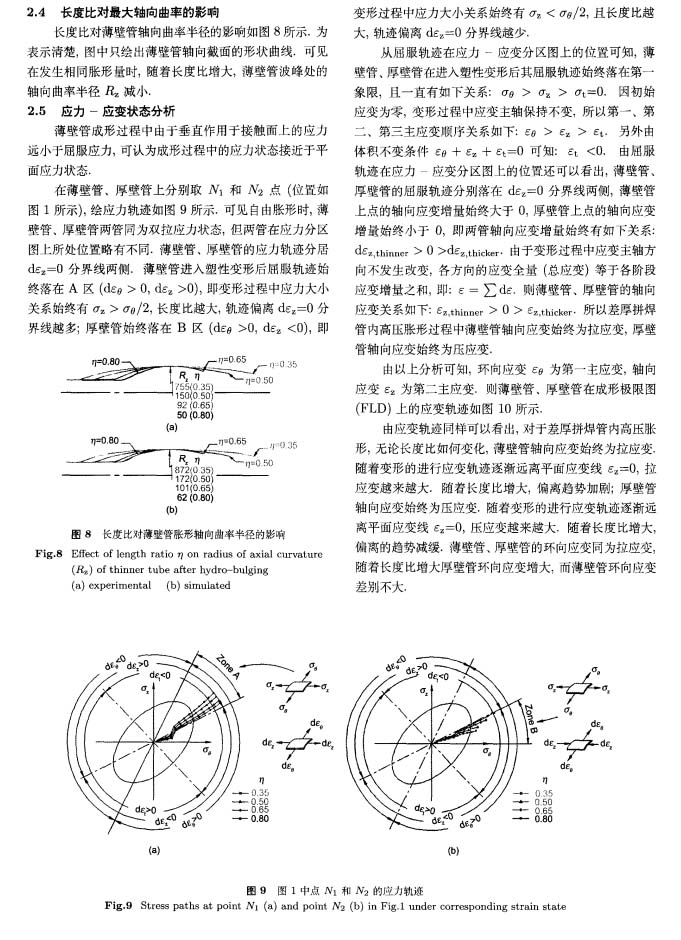
以下是正文: