
內高壓成型是依靠液體高壓作用與模具型腔完全配合,促使金屬坯料成形出整體化復雜變截面構件的內高壓成形技術。本文興迪源機械帶來內高壓成型技術在管材液壓成形方面的工藝原理與優勢。
一、內高壓成型簡介:
內高壓成型是依靠液體高壓作用與模具型腔完全配合,促使金屬坯料成形出整體化復雜變截面構件的內高壓成形技術。
按照內高壓成型使用的坯料來分,可分為板材液壓成形、管材液壓成形和殼體液壓成形三種類型。
二、管材液壓成形技術簡介:
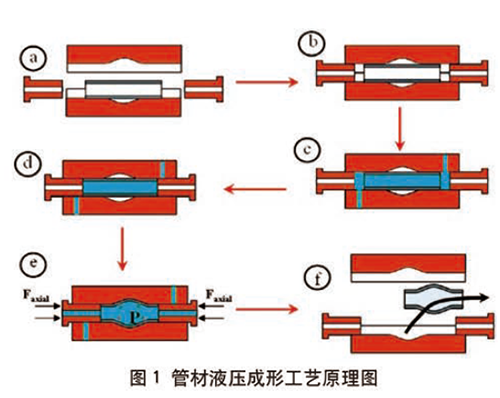
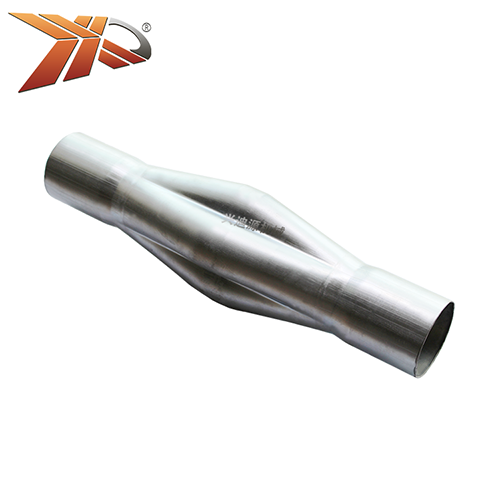
管材液壓成形技術是目前在汽車零部件制造方面最常用,這種技術是使用金屬管材為毛坯,通過專用液壓設備向密封的管坯內注入液體介質,試管內液體產生高壓(工作壓力通常100~400MPa,最高達1000MPa),同時在管坯兩端通過軸向沖頭向內施加推力進行補料,在兩種外力的作用下,管坯材料塑性變形,并最終與模具型腔內壁貼合,使金屬管坯變形,成為具有三維形狀的空體結構(如圖1所示)。
三、內高壓成形技術的優點:
內高壓成形技術與傳統機械加工、沖壓焊接方式相比,具有減輕重量;提高尺寸精度以及減少零件、工序和模具數量;提高零件強度、剛度,尤其是疲勞強度;降低生產成本等優點。根據德國某公司對已應用零件統計分析,液壓成形件比沖壓件平均降低成本15%~20%,模具費用降低20%~30%。
例如:
1)發動機托架的組成零件是由6個減少到1個;
2)散熱器支架的組成零件由17個減少到10個。
內高壓成形技術對于各類階梯軸,可以免去中心孔的加工,對于沖壓焊接,則可以完全免去焊接工藝。以散熱器支架為例,焊接點由原來174個減少到20個,裝備工序由13道減少到6道,生產效率提高66%。
四、內高壓液壓成形技術的運用:
先進內高壓成形技術現主要用在制造航天、航空、石化、核電、摩托車、汽車、自行車的沿構件軸線變化的圓形、矩形或異形截面空心構件以及管路配件等;同時也適用于生產航空飛行器上輕體構件有空心結構框架、發動機上中空軸類件、進排氣系統異型管和復雜管件等,主要體現在內高壓成形智能設備在眾多行業中對零部件的生產及創新。
五、內高壓成形技術在機動車領域的運用:
現在,高壓成形技術在機動車領域最為常用,用在底盤系統、引擎與動力系統結構件、排氣系統比較多,如:前/后副車架、扭力梁、空心凸輪軸、傳動軸、排氣歧管、尾管和發動機連接管,也有少數用在車身和安全構件上,如座椅和A/B/C柱等類零件。
先進內高壓成形技術的應用離不開液壓成形智能設備的不斷研發和創新,內高壓成形模具和產品的研發改良也同樣重要。興迪源機械最善長先進內高壓成形技術及精密裝備的研發與應用,前期的產品成形設計的介入、工藝分析及模具設計與制造方面都有著獨到的豐富經驗和成熟的技術支持案例。
下面列舉個別客戶使用興迪源機械先進內高壓成形設備開發的產品案例:
1)汽車排氣歧管3D示意圖
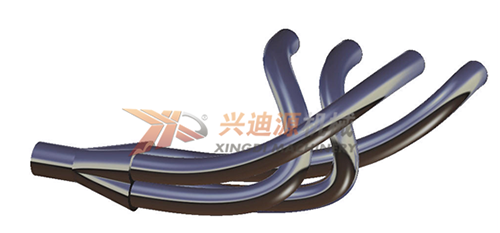
3)機動車排氣歧管案例
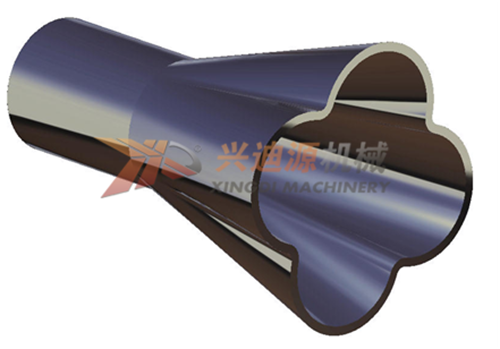
2)興迪源機械研發生產的汽車排氣歧管(一出二)解刨實物圖
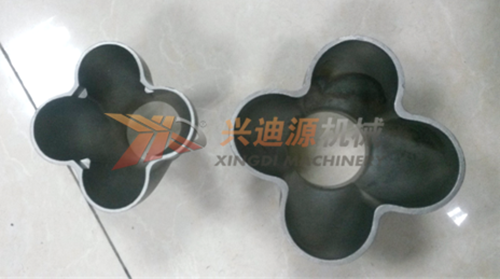
4)興迪源機械研發生產的汽車排氣歧(一出二)管實物圖
高品質內高壓成形發動機中冷管開發案例:
1) 利用拼焊(舊)工藝生產的發動機中冷管

2) 興迪源機械研發生產的發動機中冷管實物圖

利用先進液壓(內高壓)成形工藝一次成形的發動機中冷管:
▼管材胚料預彎成形
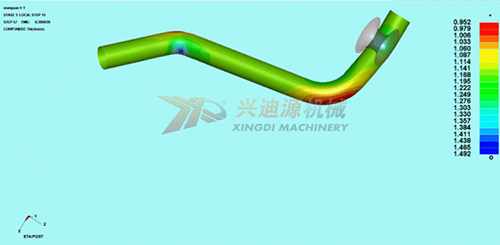
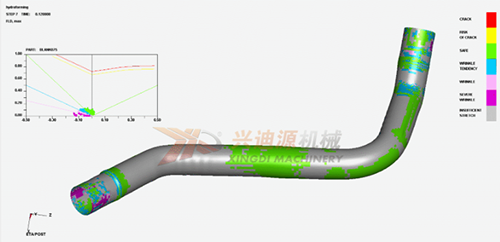
中冷管液壓(內高壓)成形有限元分析
發動機中冷管液壓(內高壓)成形模具
【興迪源機械內高壓設備優勢】
興迪源機械是以內高壓成形技術為核心,以內高壓成形機、內高壓水脹成形機、內高壓板材充液成形機、內高壓三通機等設備為主導產品的生產廠家。公司建立有液力內高壓成形機械工程技術研究開發中心,并與中國科學院金屬研究所、南京航天航空大學等院校開展長期的科研課題開發合作。

興迪源機械作為內高壓成形技術的提供者,不僅提供設備生產制造、設備定制,還為客戶提供產品研發、產品可行性模擬分析、模具設計。我們最終交付給客戶的不僅僅是一臺設備,而是一整套完整的內高壓成形技術方案和工藝技術的一條龍服務。