
摘 要: 隨著制造業(yè)輕量化的發(fā)展趨勢(shì),復(fù)雜彎曲異形充液成形管件的應(yīng)用日益廣泛。為了更好地研究彎曲異形復(fù)雜管件在充液成形過程中的變形規(guī)律,進(jìn)行可靠的工藝設(shè)計(jì),本文通過結(jié)合薄膜理論和塑性變形理論對(duì)彎曲管件在自由脹形狀態(tài)下的應(yīng)力應(yīng)變進(jìn)行了理論解析,并通過有限元(FE)分析對(duì)理論計(jì)算模型進(jìn)行了驗(yàn)證。
FE分析結(jié)果與理論模型基本吻合。同時(shí)分析了管材在繞彎過程的硬化行為,并探索了在不同的彎曲硬化狀態(tài)下彎曲管材在自由脹形過程下的破裂位置的規(guī)律,并且用實(shí)驗(yàn)進(jìn)行了驗(yàn)證,實(shí)驗(yàn)結(jié)果與FE分析結(jié)果吻合。
薄壁彎曲類管對(duì)準(zhǔn)航空航天、汽車、石油管道和電力系統(tǒng)等領(lǐng)域有著廣泛的應(yīng)用。隨著近年來環(huán)境日益惡化和資源的枯竭,節(jié)能減排的面求為制造業(yè)的發(fā)展提出了更高的要求,也是未來發(fā)展的主要趨勢(shì)。管材充液成形技術(shù)是在節(jié)能減排的背景下發(fā)展起來的一新技術(shù)。與傳統(tǒng)沖壓成形相比具有減輕零件質(zhì)量,材料利用率高、提高強(qiáng)度剛度與疲勞性能、降低生產(chǎn)成本、減少焊接數(shù)量等優(yōu)勢(shì)。
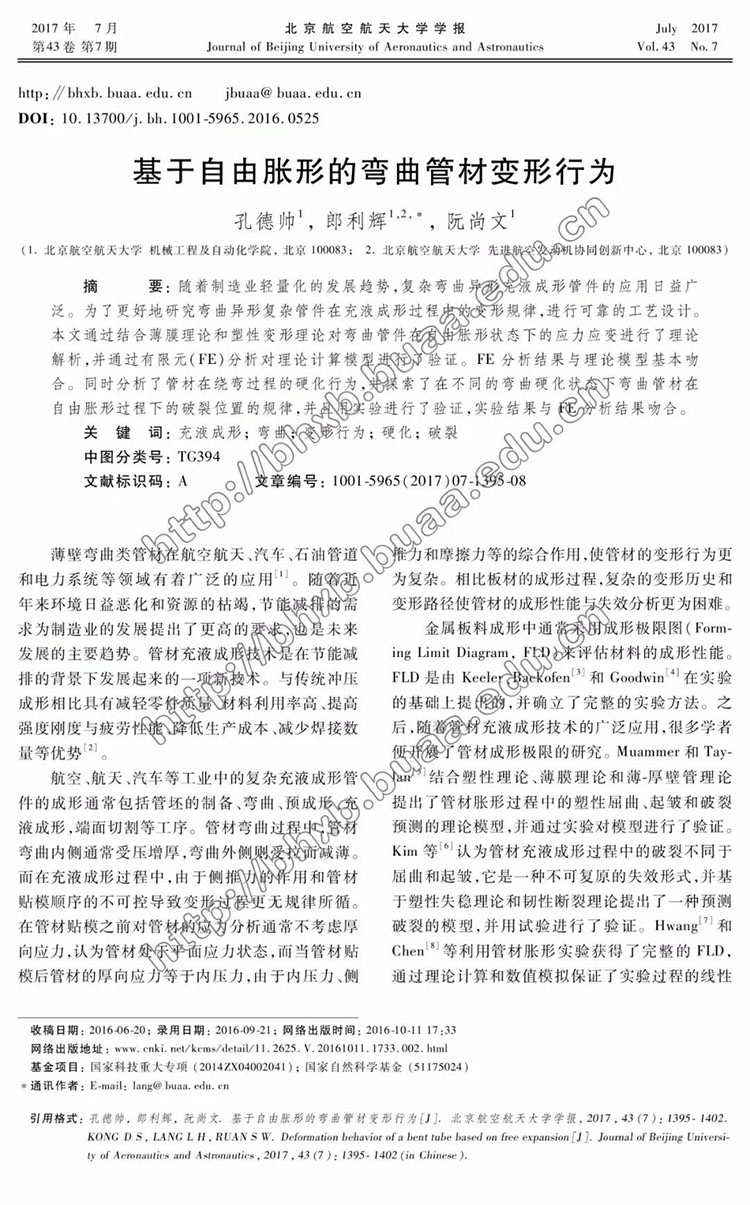
航空、航天、汽車等工業(yè)中的復(fù)雜充液成形管件的成形通常包括管坯的制備、彎曲、預(yù)成形、充液成形,端面切割等工序。管材彎曲過程中,管材彎曲內(nèi)側(cè)通常受壓增厚,彎曲外側(cè)則受拉而減薄。而在充液成形過程中,由于側(cè)推力的作用和管材貼模順序的不可控導(dǎo)致變形程更無規(guī)律所循。在管材貼模之前對(duì)管材的應(yīng)力分析通常不考慮厚向應(yīng)力,認(rèn)為管材處于平面應(yīng)力狀態(tài),面當(dāng)管材貼模后管材的厚向應(yīng)力等于內(nèi)壓力,由于內(nèi)壓力、側(cè)推力和摩擦力等的綜合作用,使管材的變形行為更為復(fù)雜。相比板材的成形過程,復(fù)雜的變形歷史和變形路徑使管材的成形性能與失效分析更為困難。
來源:《北京航空航天大學(xué)學(xué)報(bào)》2017年第7期
作者:孔德帥, 郎利輝,阮尚文
以下為正文:

【興迪源機(jī)械板材充液液壓成形設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械板材充液成形設(shè)備采用液體作為傳力介質(zhì)代替剛性凸模或凹模傳遞載荷,使坯料在傳力介質(zhì)作用下貼靠凸模或凹模以實(shí)現(xiàn)金屬板材零件的成形。設(shè)備整體采用三梁四柱式結(jié)構(gòu),并將壓邊缸和拉伸缸復(fù)合在一起,主缸與副液壓缸相互配合,實(shí)現(xiàn)難變形材料、復(fù)雜形狀、較大拉深比的鈑金類零件的精確、高效成形。

XD-SHF系列板材充液成形設(shè)備是我司自主創(chuàng)新、研制開發(fā)出的具有獨(dú)立知識(shí)產(chǎn)權(quán)的液態(tài)介質(zhì)柔性成形設(shè)備,用于鈑金類零件的高精度成形,在國(guó)內(nèi)具有先進(jìn)水平。板材充液成形設(shè)備所加工的零件具有回彈小、尺寸精度高、表面質(zhì)量好等優(yōu)勢(shì),廣泛適用于航空航天、石油、核電、汽車、大型柴油發(fā)動(dòng)機(jī)等領(lǐng)域。比如飛機(jī)上口框零件的預(yù)制坯,臺(tái)階型非對(duì)稱油底殼拉深,盒形件的帶背壓拉深以及汽車減震器托盤等成形。