
隨著汽車工藝的發展,汽車輕量化對于提高燃料效率、防止碳排放所造成的環境污染顯得尤其重要。本文興迪源機械帶來分享 | 鋁合金汽車制件的沖壓工藝及模具設計。
一、引言:
隨著汽車工藝的發展,汽車輕量化對于提高燃料效率、防止碳排放所造成的環境污染顯得尤其重要。汽車輕量化實質就是車用材料的輕量化,在保證足夠結構強度的前提下,復合材料、高強度鋼板、鋁鎂合金等新材料的使用在其中發揮了相當大的作用。
近年來汽車用鋁合金的使用量在一些高端汽車中快速增長,鋁合金具備良好的機械性能和的低密度,具有耐高溫,抗腐蝕和抗蠕變性能,在減輕汽車重量前提下,完全可以滿足汽車性能的要求。盡管鋁合金壓鑄件是汽車工業關注的焦點,但一些結構件甚至是外板件也在嘗試使用這一類的材料進行沖壓成形。本文通過對典型的鋁合金結構件進行分析,總結了鋁合金的一般成形特性。
二、制件及材料性能分析:
1)制件分析
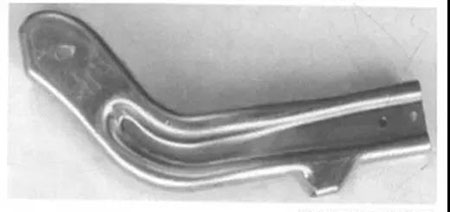
圖1所示為某型家用轎車結構制件,該制件為鋁合金厚板件,形狀較獨特,成形難度大,精度要求高。同時該制件模具的開發周期短,有較高的技術及制造難度,缺乏類似經驗可供借鑒,方案實施風險較大。
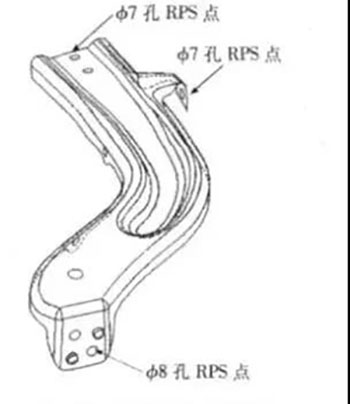
制件定位基準RPS點為側面D7MM孔、一處D8MM孔以及頂面一處D7MM孔。翻邊面上有5處沖孔、2處壓窩凸臺。2-D8MM孔、2-8.2MM凸臺及D7MM孔有較高位置公差要求,只能采用側沖;2D8.2MM壓窩是凸向外部,斜楔將設計為往復式才能實現。制件頂面有3處沖孔,沖壓方向有20夾角,且2-D7MM孔位置公差要求較高,必須分在兩序上完成。制件輪廓線公差為±0.5MM,因此2.5MM厚的板料要求沖裁方向修邊展開面不能有太大的斜角。端面翻邊很高(52MM),圓角偏小(R6MM),材料在端頭的流入量是否足夠有待進一步分析。拉伸如果不能成功,能否大膽采用整體翻邊必須認真考慮。
2)材料性能
制件材料為EN485-AW-5754-O/H111,料厚為25MM。該材料為德國牌號,EN485-AW是鋁材料的性能標準號,5754對應的化學符號標志系統代號為AMGY,O/H1L1為材料狀態標志,O為退火態,H111為最終退火后又適量加工,但硬化程度很小,不及HLL。材料力學性能為:4=190-240MPA;A2≥80MPA;Δ≥16%;HBS=52。與常用的汽車結構件材料進行比較發現,該材料抗拉強度不高,但厚度較大,延伸率只及DC鋼的一半,成形時須考慮足夠的給料、工藝補充時考慮材料流動盡量少爬坡、少彎折,便于成形及減冷作硬化和板料變薄趨勢;從硬度和抗拉強度上:FJ硬鋁和軟鋁之間,可以作為沖裁間隙、回彈角度確的參照,同時制件表面質量要求高,在模具材料使用上要注意減少制件表面劃傷。
三、沖壓方案的確定:
1)方案分析
根據制件特點,有拉伸和成形兩種方案可供選擇。拉伸方案材料可控,但端面拉伸后須采用兩次修邊,交接困難,工序較長。成形方案存在翻邊疊料風險,但可以簡化工序內容。
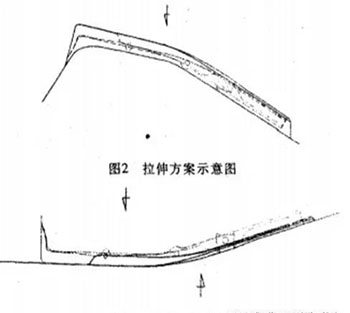
方案一:拉伸(OP10)→→修邊(OP20)→翻邊(OP3O)→側修邊沖孔(OP40)→側修邊沖孔(OP50)→側沖孔壓窩(OP60)。如圖2所示。
方案二:落料沖孔(OP05)→成形(OP10)→修邊沖孔(OP20)→翻邊整形(OP30)→側修邊側沖孔(OP40)→側沖孔壓窩(OP50)。如圖3所示。
2)CAE分析
為驗證方案的可靠性,分別對兩種方案的成形工藝進行CAE分析。
方案一,在制件端面A處出現拉裂現象,B處材料變薄率達到了30%(見圖4)。對拉伸板料進行剪裁,同時對壓料力進行調整后端頭開裂現象得到改善,但材料變薄還是超標,且在同一成形區域出現明顯起皺趨勢(見圖5)。

方案二,制件端面采用兩次成形,第一次成形頂部較深的凹槽,第二次完成沿周翻邊(見圖6)。該制件翻邊形狀較特別,特別是端頭翻邊面高不易控制,側面翻邊斷面有精度要求。成形分析后發現,翻邊后端面c處、d處(見圖7)材料變厚,有堆積現象。調整修邊線后重新計算,仍有變厚趨勢,積料形狀有所改善。

3)方案確定
通過兩種方案的對比,可以看出按照方案二實施可行性較大,對于該方案的一些缺點可以在L安排中予以避免或者改善。
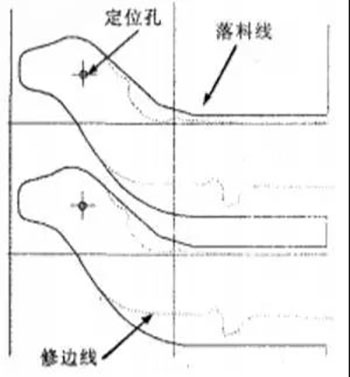
(1)成形定位不可靠。處理措施:落料時在材料基本沒有流動的部位沖制定位孔(見圖8)。
(2)端頭翻邊材料有堆積想象。處理措施:調整落料輪廓,通過軟件精算并在沖壓過程中試驗確定。
(3)翻邊斷面有精度要求,與型面垂直度不易保證。處理措施:修改落料輪廓(見圖8),在后工序增加局部斜楔修邊工序,同時可以完成斜楔沖孔。
四、方案實施及問題總結:
該方案在實施過程中,由于本身一些不能兩全的地方,以及首次接觸到該材料的沖壓,經驗尚待總結,因此還是反映出了一些現場問題。
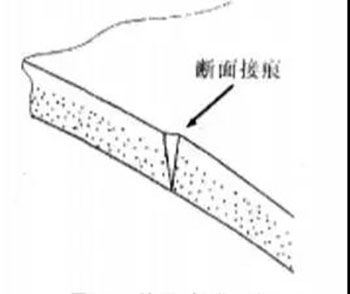
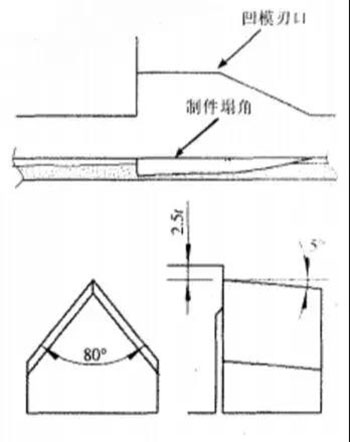
1)落料線與修邊線交接不好:落料是平板狀態,修邊是在一次拉伸之后進行,由于要照顧到大面,使得與落料線交接段有15°夾角。小于30°的斜面對修邊刃口影響不大,但對于厚板料的沖裁斷面則出現按差(見圖9)。也曾考慮過落料出全部輪廓,但由于成形的修邊線不易控制,特別是二次翻邊更是如此,定位時工件可能有微量位移。針對這種情況,通過增加交接工藝缺口使之得到改善。
2)翻邊鑲塊上出現積屑,在沖壓到一定數量后,翻邊工序件的翻邊面上出現一定程度的劃傷。檢查后發現,翻邊鑲塊淬火硬度和表面粗燥度值均滿足設計要求,劃傷是由于該鋁合金材料硬度不高,沖壓過程中有較嚴重的發熱現象,在凹模鑲塊上燒結出現了積屑所至。在清除掉積屑后,沖壓時加上潤滑油劃傷得到了暫時解決。針對這類現象,要求對鑲塊進行表面TD強化處理。
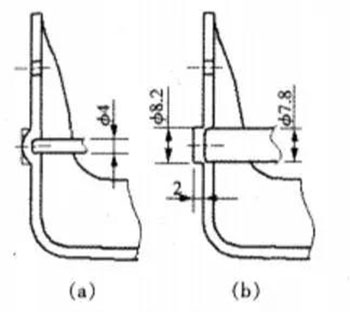
3)壓窩狀態不理想:側沖壓窩時發現壓窩尺寸未達到圖紙要求(見圖10A),凸模尺寸考慮的是料厚等距,實際沖壓時該材料局部脹形性能不佳,導致凸臺外形沒有壓出。通過重新設計凸模尺寸進行試沖,達到圖10B所示尺寸時狀態比較理想。
4)修邊線確定困難:修邊線除第1條所述問題外,還存在C、D區域(見圖7)翻邊形狀確定困難的情況。該處由于翻邊變化大形狀特殊,大量材料在此處進行了擠壓,很小的一點調整將引起翻邊后C、D區域較大的變化,左右區域調整的不均勻,會引起E端面的傾斜。因此,該處修邊線的調整要逐步進行,多取一些控制點,多試幾輪,確保輪廓符合檢具以及E處端面平行。
5)制件的回彈:根據材料的性能,查出制件翻邊后的回彈角度在3°~5°之間,因此在方案制定時翻邊工序考慮了2°回彈角。但沖壓實際情況卻反映翻邊回彈卻不足1°,局部還出現翻邊包緊凸模的現象。為進一步證實,選取同一材料的典型制件做試驗,發現在R/=2~3的情況下,反而有1°~2°的負向回彈,回彈角隨R的加大而減小。因制件翻邊R不允許更改,通過適當加大翻邊間隙使翻邊形狀達到了要求該種材料的這一性能在今后模具設計中應事先給予考慮。
6)沖裁斷面:根據材料的性能,按鋁材查出制件沖裁最小間隙為O.09MM,但實際情況反映,沖裁端面光亮帶達到了70%-80%,該間隙偏小。逐漸磨小凸模尺寸,最終試出合理單面沖裁間隙應為0.2MMN(料厚T=25MM)。廢料切刀處由于修邊有先后,產了較產中的塌角(見圖L1)。通過減小刃口高差,提高刃1利程度情況有所好轉。對軟而厚的材料而言要徹底消除塌角,建議在以后模具設計時改為圖12所示廢料切刀形式較為合適。
五、結束語:
通過對比分析、CAE計算確定的沖壓工藝方案經過實際驗證,制品合格,精度和表面質量達到了設計要求.整體成形的設想,為同類型制件沖壓方案的確定提供了思路。
【興迪源機械簡介】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。

目前,興迪源內高壓成形智能設備已運用在制造航空、航天、核電、石化、汽車、摩托車、自行車業的沿構件軸線變化的圓形、矩形或異形截面空心構件以及管路配件的生產制造中。同時也適用于生產航空飛行器上輕體構件有空心結構框架、發動機上中空軸類件、進排氣系統異型管和復雜管件等。