
大多數內高壓成形部件要求將管彎曲成部件的一般形狀,以便在模腔中容納它;在彎曲操作過程中,管材受到過大的拉伸和壓縮應變。對于建議的最小彎曲半徑為管直徑的兩倍,彎板外側的材料變薄將達到20%;當彎曲半徑等于管直徑時,材料的減薄量增加到33%。
彎曲過程中材料變薄和應變硬化的嚴重性往往決定了材料的成形性要求;為了準確預測內高壓成形工藝參數,必須在計算機模擬模型中描述彎曲成形過程。內高壓成形作業必須進行彎曲作業的材料減薄和應力歷史;旋轉拉伸彎曲是彎曲薄壁管最常用、最經濟的下卷方式。
采用這種方法的彎曲機可以是計算機數控(CNC)或手動控制;圖10-2所示為一臺CNC彎曲機和旋轉拉伸彎曲的典型模具布局。“垃圾輸入垃圾輸出”的說法,即結果永遠不會比輸入數據好,對于基于有限元分析的計算機模擬尤其如此。
一、彎曲模擬關鍵參數:
首先了解控制過程的關鍵變量,然后使用正確的、最新的輸入數據,這一點非常重要;對于彎曲模擬,必須在有限元模型中準確表示的關鍵參數有:
1)工裝幾何形狀,
2)彎曲過程中的步驟順序,
3)管材性能最好是從使用的一批管材上切下的試樣上進行拉伸試驗,以及
4)關鍵刀具表面與管子之間的摩擦系數。
圖11-3所示為有限元分析模型,所有控制刀具表面均表示彎曲設置。
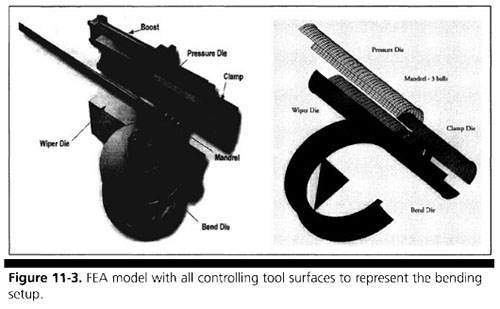
有限元分析模型為2.952英寸(75毫米)直徑,0.093英寸(2.36 mm)厚管,90度彎曲半徑為5.905 in(150 mm)。
管材的材料特性(應力/應變曲線)由拉伸試驗結果得出。對從管子上沿縱向切下的試樣進行拉伸試驗,假設材料在圓周方向上的性能與縱向相同。
二、操作順序:
將管子裝入彎曲工具后的操作順序為:
1)夾緊模關閉,將管夾在夾緊模和彎曲模鑲塊之間;
2)心軸前進到正確的位置;
3)彎板和夾緊模旋轉,并圍繞彎板拉動管(在此期間,壓力模向前推進);
4)抽芯軸。
在一定的管徑和管厚比下,芯棒是不必要的。如果沒有芯軸,管段的形狀將變為整體,截面周長將有所減小。
對于內高壓成形應用,如果橢圓形截面的管子可以安裝在內高壓成形模具內,則可以使用無芯軸彎曲的管子。
使用LSDYNA3D程序分析圖11-3所示的有限元模型。
這項研究是在有芯軸和無芯軸的情況下進行的。
結果見表11-1。
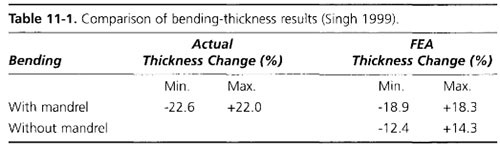
預測的彎曲順序和厚度等值線圖分別如圖11-4和11-5所示。
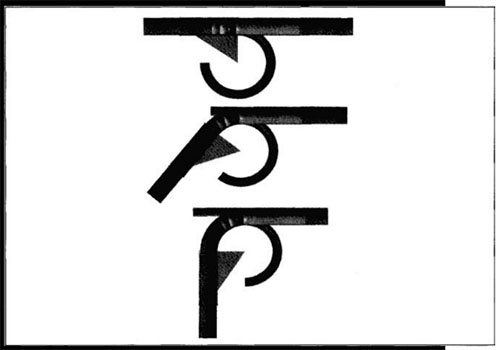
圖 11-4
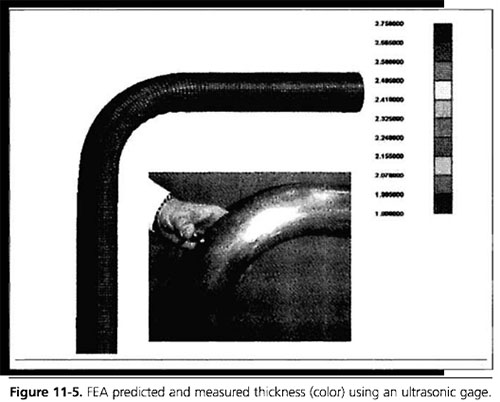
手工計算的厚度變化,假設沒有截面塌陷,彎曲處外側為-20%,內側為+20%。
從表11-1可以看出,預測的FEA厚度變化與實際測量值比較好。
實際的有限元分析結果也非常接近用公式5-5手工計算的值。
如圖11-5所示,實際值使用無超聲測量儀測量。
【興迪源機械內高壓設備優勢】
興迪源機械是以內高壓成形技術為核心,以內高壓成形機、內高壓水脹成形機、內高壓板材充液成形機、內高壓三通機等設備為主導產品的生產廠家。興迪源機械建立有液力內高壓成形機械工程技術研究開發中心,并與中國科學院金屬研究所、南京航空航天大學等院校開展長期的科研課題開發合作。

自2007年創立以來,興迪源機械一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。