
在液壓成形過程中,可以對許多不同形狀和尺寸的孔進行液壓穿孔;孔和槽或其他不能進行液壓穿孔的特殊開口,或在生產工具建造完成后可能需要添加的孔,可以使用許多常規方法來制作。本文興迪源機械帶來液壓成形過程中孔和槽成形的注意事項。
一、孔的形狀、尺寸和位置:
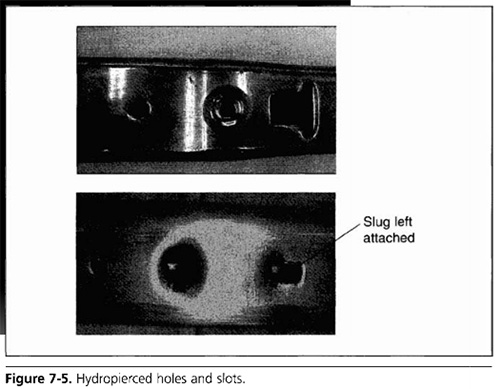
在液壓成形過程中,可以對許多不同形狀和尺寸的孔進行液壓穿孔。圖7-5顯示了生產零件上直徑為0.5英寸(12.7毫米)的圓孔、0.5英寸(12.7毫米)的六邊形孔和一個大T形槽。
水培的最小建議孔徑和槽寬是材料厚度的兩倍,對大孔或大槽的限制取決于產品設計和液壓成形工具中可容納的液壓穿孔模塊的尺寸。
通常,孔和槽可以放置在零件表面的任何位置,主要的限制是在保持工具結構完整性的同時,在工具中封裝壓敏元件。
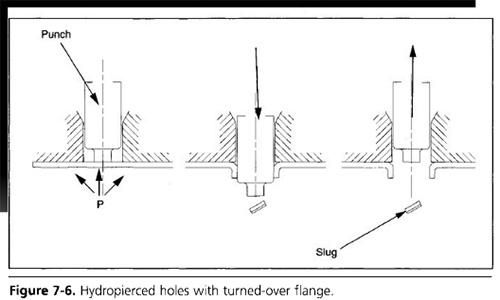
在液壓成形操作中,還可以形成需要翻轉法蘭以獲得強度的孔和槽,以及適合自螺紋螺釘的擠壓孔,如圖7-6所示。翻邊法蘭的最大深度限制為零件外表面材料厚度的兩到三倍。即使是在這些孔上,如果彈頭不干擾孔的功能,它們也可以保持連接。
二、其他形成孔和槽的方法:
孔和槽或其他不能進行液壓穿孔的特殊開口,或在生產工具建造完成后可能需要添加的孔,可以使用許多常規方法來制作。為了使這些方法獲得成功,在液壓成形過程中應對定位孔進行液壓穿孔,然后,該組件可以被精確地定位并固定在與這些親水孔相關的位置上。
一些可用選項包括:
1)激光切割,
2)流鉆,
3)常規沖孔,以及
4)銑削和鉆孔。
三、激光切割:
孔、槽或任何形狀異常的開口都可以用激光切割,此方法通常用于將水翼成形組件的端部修剪到所需的輪廓。安裝在可編程機械臂上的激光頭提供了一個非常靈活的系統,可以輕松編程添加、刪除或修改任何需要切割的外形。
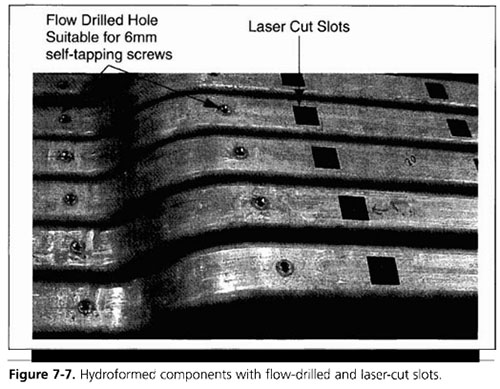
這種方法特別適用于大批量生產的部件,與在模具中對孔進行水淹處理相比,這些部件的孔型在部件的使用壽命期間可能發生變化。使用此方法切割的孔、槽和其他特征的位置精度需要一個可重復的、可靠的夾具系統。圖7-7顯示了帶有流動鉆孔和矩形激光切割槽的液壓成形部件。
四、流鉆:
流動鉆孔適用于自攻螺釘,這種特殊的鉆孔形式產生熱量時,紡紗對液壓成形的組成部分表面,熱軟化材料變形形成一個法蘭孔而不產生金屬碎片,流動鉆井作業通常需要5到6秒每孔,流程鉆進順序如圖7-8所示。
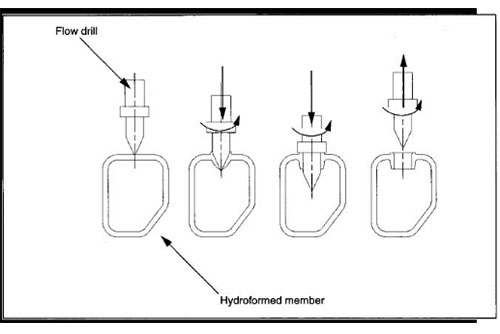
圖7-8
如果必須進行大量的流動鉆孔,則需要一個多單元夾具,在流動鉆進過程中,由于摩擦加熱,鉆頭呈櫻桃紅色發光,接近行程終點時,鉆頭旋轉臺肩可使孔頂面變平。圖7-9顯示了一個帶有多個流動鉆孔的矩形截面。

這些孔周圍的翻邊法蘭適用于攻絲或冷軋螺紋,注意孔周圍明顯可見的熱影響區。
五、常規沖孔:
如果孔所需位置的內表面可以由芯軸支撐,則可以使用常規沖孔設備沖孔,通常,液壓成形部分是開放式的,通過它可以插入芯軸來實現這一目的。如前所述,用這種方法產生的段塞必須從組件中移除。
六、銑削和鉆孔:
只要使用正確的定位和夾具,也可以使用這些標準車間技術,切削工具產生的切屑必須在后續操作之前從組件清除和清潔。
【興迪源機械液壓設備優勢】
興迪源機械(Xingdi Machinery)借助于我國智能裝備制造業的新興生產基地——佛山市的完善配套能力和我國向發達國家出口鑄鋼件的重要基地——河南新鄉市的上乘鑄鋼件質量為依托,以興迪源機械的產品和質量信譽為基礎,以液壓和電控為主導,以金屬成形智能液壓裝備為方向,以機、電、液、氣、儀五位一體為手段,為客戶提供節能、高效、自動化程度高的智能液壓裝備及流體壓力成形方案。

為打造國家品牌名片,提高企業知名度,樹立企業形象,興迪源團隊本著“不忘初心,不忘創新,一貫追求精益求精”的工匠精神,以精湛的技術、上乘的品質、合理的價格、專業的服務為理念,只為提供優質產品。