【作 者】馮瑩瑩;孫曉倩;賈越;駱宗安;吳慶林
【前 言】
內(nèi)高壓成形技術(shù)不僅能夠減輕產(chǎn)品重量、實(shí)現(xiàn)產(chǎn)品輕量化,更能提高產(chǎn)品的強(qiáng)度及剛度,是一種接近凈成形的先進(jìn)塑性成形技術(shù),并已成為管材成形技術(shù)領(lǐng)域的研究熱點(diǎn)[1-4]。而Y形管由于自身結(jié)構(gòu)的上下及左右的不對稱性使得其成形工藝尤為復(fù)雜,在內(nèi)高壓成形過程極易出現(xiàn)脹破、褶皺及壁厚分布不均勻等缺陷[5-8]。
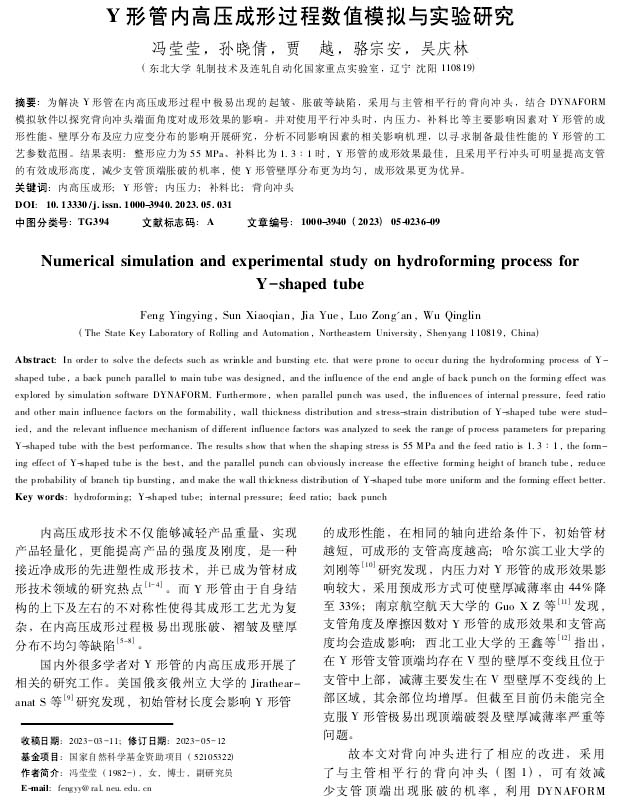
本文對背向沖頭進(jìn)行了相應(yīng)的改進(jìn),采用了與主管相平行的背向沖頭(圖1),可有效減少支管頂端出現(xiàn)脹破的機(jī)率,利用DYNAFORM有限元數(shù)值模擬軟件研究內(nèi)壓力、補(bǔ)料比等影響因素對Y形管成形效果的影響。通過對比不同影響因素水平下的Y形管的壁厚減薄率、壁厚分布、應(yīng)力應(yīng)變分布等,研究不同影響因素的影響規(guī)律及機(jī)理,明確制備成形效果優(yōu)異的Y形管的各影響因素的參考范圍,并對相應(yīng)的模擬結(jié)果進(jìn)行實(shí)驗(yàn)驗(yàn)證。
【結(jié) 論】
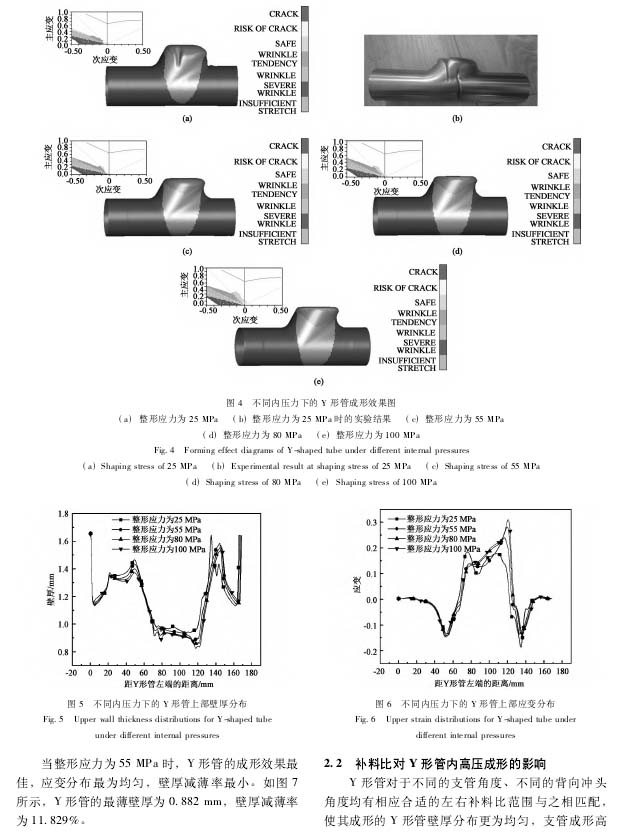
(1)內(nèi)壓力過低會使Y形管軸向起皺,且后期無法展開;在成形的后期,內(nèi)壓力不合適仍會使Y形管出現(xiàn)過渡區(qū)內(nèi)凹或脹破等缺陷。
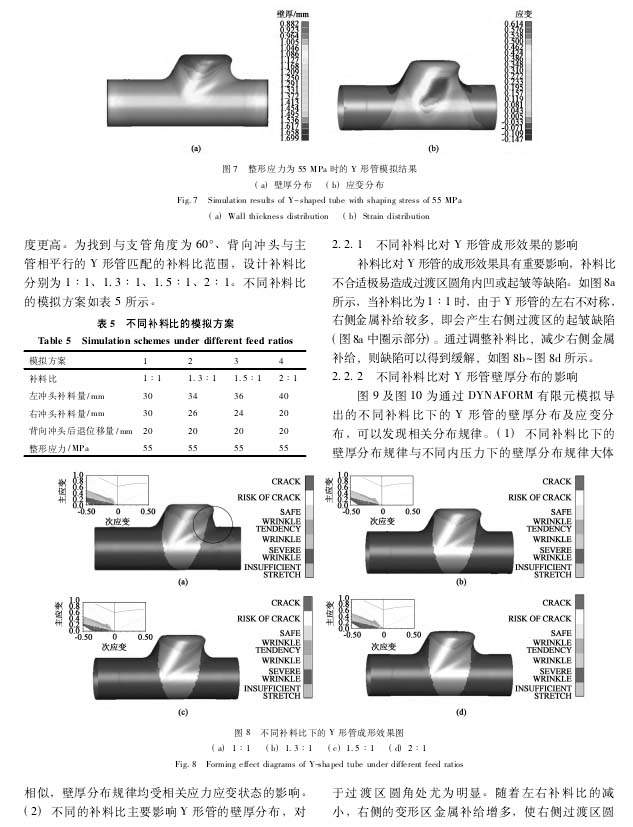
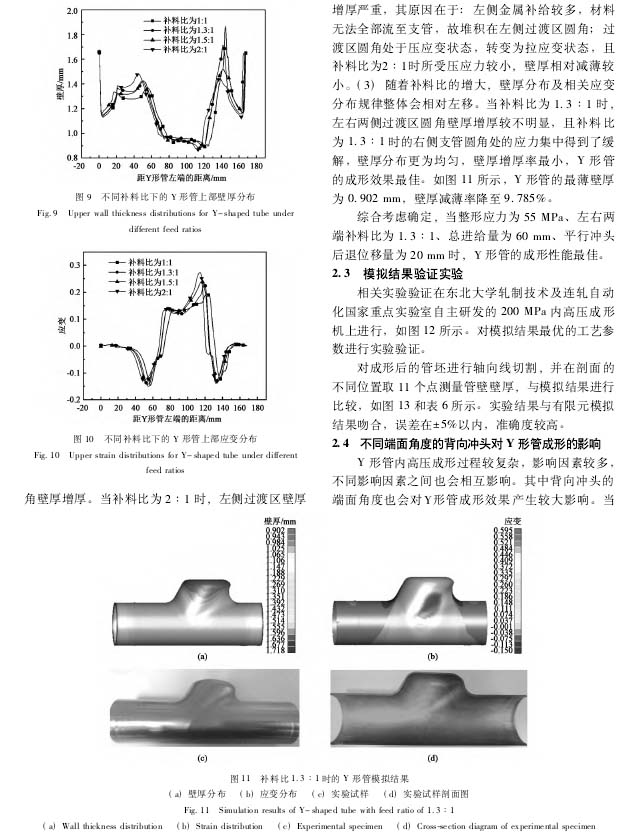
(2)補(bǔ)料比主要對Y形管的壁厚分布造成影響,補(bǔ)料比不合適會使過渡區(qū)出現(xiàn)內(nèi)凹等缺陷,且由于右側(cè)過渡圓角小,金屬流動阻力大,使得右側(cè)過渡圓角更易出現(xiàn)內(nèi)凹的缺陷。
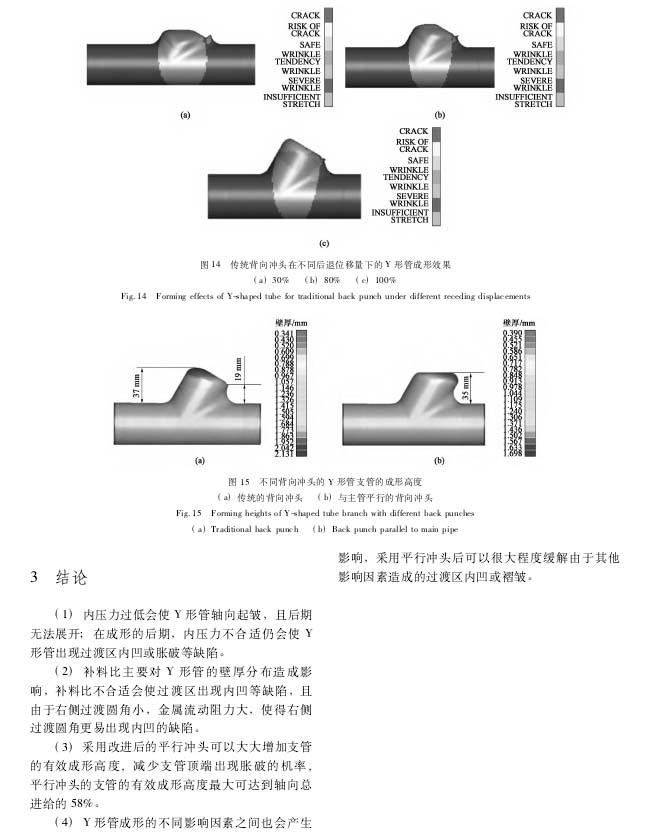
(3)采用改進(jìn)后的平行沖頭可以大大增加支管的有效成形高度,減少支管頂端出現(xiàn)脹破的機(jī)率,平行沖頭的支管的有效成形高度最大可達(dá)到軸向總進(jìn)給的58% 。
(4)Y形管成形的不同影響因素之間也會產(chǎn)生影響,采用平行沖頭后可以很大程度緩解由于其他影響因素造成的過渡區(qū)內(nèi)凹或褶皺。
以下是正文: