
膜片液壓成形主要用于制造深沖飛機(jī)部件,該技術(shù)是為了滿足生產(chǎn)小批量深沖件的低成本方法的需要而發(fā)展起來(lái)的;本文興迪源機(jī)械帶來(lái)膜片液壓成形及液壓機(jī)械拉深成形的工藝原理詳解。
一、膜片液壓成形的工藝原理:
膜片液壓成形這種方法是在20世紀(jì)40年代末50年代初發(fā)展起來(lái)的,主要用于制造深沖飛機(jī)部件,該技術(shù)是為了滿足生產(chǎn)小批量深沖件的低成本方法的需要而發(fā)展起來(lái)的。
其所使用的液壓成形機(jī)通常是由彈性(橡膠)隔膜密封的充液室,膜片表面用作壓邊圈和通用模具,可容納任何形狀。另一種工具通常是沖頭形狀和壓邊環(huán),如圖3-1所示。沖頭的頂部與壓邊環(huán)對(duì)齊。
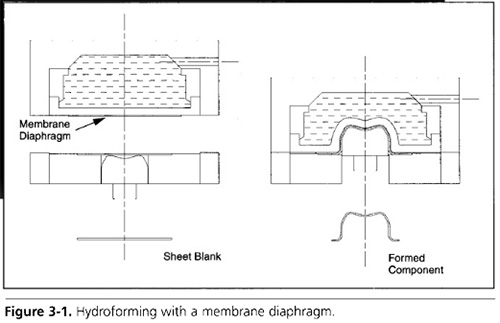
一個(gè)典型的成形周期,持續(xù)約30秒,由以下步驟組成:
1)坯料涂覆適當(dāng)?shù)臐?rùn)滑,并定位在下壓邊圈上;
有時(shí),柔性襯墊被放置在坯料上以保護(hù)橡膠膜片;
2)成形腔降低到位,腔中的壓力增加到組件的預(yù)設(shè)水平;
3)沖頭以預(yù)先確定的速度進(jìn)入成形室。在沖孔前進(jìn)過(guò)程中,柔性隔膜將在流體壓力作用下與坯料的輪廓一致;
4)壓力釋放,成形室升高;然后,沖頭從拉伸部分縮回。
拉深深度可達(dá)12英寸(305mm)。拉深深度可通過(guò)多步工藝實(shí)現(xiàn),該工藝可能需要中間退火操作需要翻邊、修邊或更鋒利的部件在后續(xù)操作中完成。
二、液壓機(jī)械拉深成形的工藝原理:
在液壓機(jī)械拉深成形這個(gè)過(guò)程中,基本的工具設(shè)置是沖頭、壓邊圈,拉環(huán)和壓力室,如圖3-2所示。
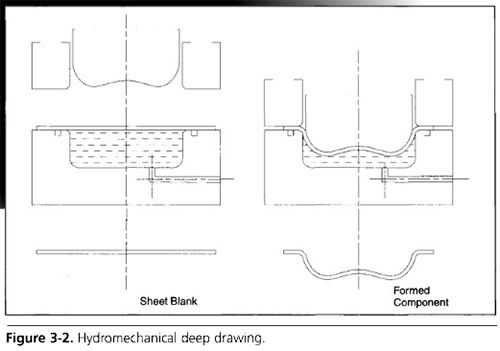
沖孔通常位于上方,由壓邊圈包圍,一旦坯料放在下模上(與抽圈結(jié)合的流體室),壓下壓邊器以在坯料和拉環(huán)之間形成密封,然后對(duì)流體室加壓,沖頭向下推進(jìn)。
在成形過(guò)程中,通過(guò)控制拉環(huán)上的噸位將材料拉入。
沖壓拉伸操作中使用的各種拉延珠樣式也可以以類似的方式應(yīng)用于控制材料流。腔室中流體壓力的主動(dòng)控制可以迫使坯料均勻地拉伸并符合沖頭輪廓。
【興迪源機(jī)械板料液壓成形設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械板材充液成形設(shè)備采用液體作為傳力介質(zhì)代替剛性凸模或凹模傳遞載荷,使坯料在傳力介質(zhì)作用下貼靠凸模或凹模以實(shí)現(xiàn)金屬板材零件的成形。設(shè)備整體采用三梁四柱式結(jié)構(gòu),并將壓邊缸和拉伸缸復(fù)合在一起,主缸與副液壓缸相互配合,實(shí)現(xiàn)難變形材料、復(fù)雜形狀、較大拉深比的鈑金類零件的精確、高效成形。

XD-SHF系列板材充液成形設(shè)備是我司自主創(chuàng)新、研制開(kāi)發(fā)出的具有獨(dú)立知識(shí)產(chǎn)權(quán)的液態(tài)介質(zhì)柔性成形設(shè)備,用于鈑金類零件的高精度成形,在國(guó)內(nèi)具有先進(jìn)水平。板材充液成形設(shè)備所加工的零件具有回彈小、尺寸精度高、表面質(zhì)量好等優(yōu)勢(shì),廣泛適用于航空航天、石油、核電、汽車、大型柴油發(fā)動(dòng)機(jī)等領(lǐng)域。