
由于由外向內沖孔時以高壓液體作為凹模,液體壓力較低會導致孔周發生塌陷;液壓沖孔的斷口與普通沖孔相似,也存在塌角、光亮帶和斷裂帶。本文興迪源機械帶來內壓對沖孔質量的影響。
一、內壓對孔周塌陷和孔口形狀的影響:
由于由外向內沖孔時以高壓液體作為凹模,液體壓力較低會導致孔周發生塌陷。對于不同內壓下的液壓沖孔實測的塌陷寬度和深度如圖7-31所示。隨著內壓增大,孔口(距孔邊距離為0處)塌陷深度顯著減小,整個塌陷范圍也顯著減小,從內壓13MPa到內壓100MPa,塌陷范圍由大于20mm減小到10mm。

圖7-31不同壓力下塌陷與位移關系
另一方面,內壓越大,獲得的孔口直徑越小于公稱直徑。以某汽車擋風架的?20mm孔為例,在220MPa內壓下沖孔獲得的最小孔徑為19.5mm,而在100MP時沖孔獲得的最小孔徑為19.9mm。同時,對于此類內高壓成形管件的液壓沖孔,由于管件縱向和橫向尺寸差別較大,對沖孔的形狀也有一定的影響,一般來說,孔徑沿管材軸向略大,而沿管材橫向略小,表現為橢圓形,如圖7-32所示。
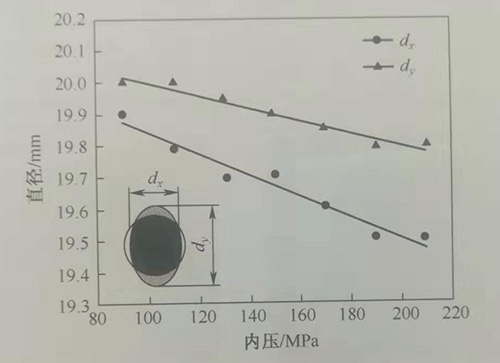
圖7-32內壓對孔型的影響
二、內壓對斷口表面質量的影響:
液壓沖孔的斷口與普通沖孔相似,也存在塌角、光亮帶和斷裂帶,如圖7-33所示。由于斷口表面質量對零件的疲勞壽命有影響,塌角影響零件外觀質量,應盡量增加斷口的光亮帶,并減小塌角。研究表明通過提高脹接內壓可以顯著改善斷口表面質量。
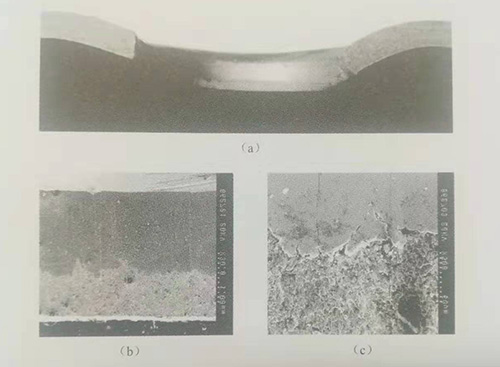
圖7-33液壓沖孔斷口顯微照
(a)斷口截面照片;(b)斷口放大圖;(c)光亮帶與斷裂帶界面。
圖7-34所示為不同內壓下液壓沖孔斷口照片,對比可見,60MPa內壓下獲得的斷口光亮帶寬度較窄,斷裂帶凸凹不平,撕裂現象比較嚴重,而120MPa下獲得的斷口光亮帶寬,斷裂帶也更加光滑平整。
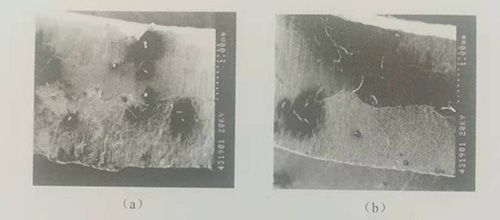
圖7-34不同內壓下液壓沖孔斷口顯微照片
(a)60MPa;(b)120MPa。
根據實驗結果繪制的光亮帶占壁厚的比例隨內壓的變化如圖7-35所示。可見隨著內壓的升高,光亮帶占壁厚的比例明顯增加,這是因為沖頭周圍壓應力增加延緩了裂紋的發生,另一方面,與傳統沖孔相比,由于沒有凹模,使得裂紋的產生需要較大的凸模切入,也是導致光亮帶增大的原因。
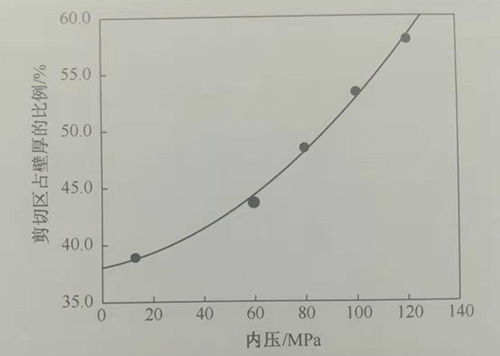
圖7-35不同壓力下剪切帶占管材壁厚的比例
【興迪源機械液壓成形設備優勢】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,公司一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。

興迪源機械經過十數年的生產和不斷地創新研發,已獲得發明專利和實用新型專利超過二十項,并以每年2~4項的新增速度不斷增加。其中自主研發了“一種榫式結構大型液壓機機架”用于大型液壓機機架的設計制造;俗稱“板材充液成形設備”也是由本公司自主研發的國際首臺產品,并獲得了發明專利和實用新型專利。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除