【作 者】孟俊;張向卓
【前 言】
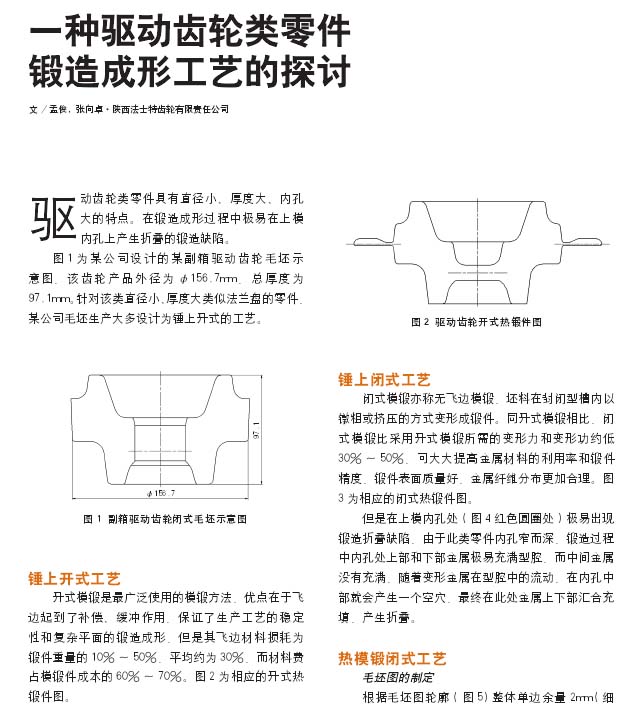
驅動齒輪類零件具有直徑小、厚度大、內孔大的特點。在鍛造成形過程中極易在上模內孔上產生折疊的鍛造缺陷。圖1為某公司設計的某副箱驅動齒輪毛坯示意圖,該齒輪產品外徑為Φ156.7mm,總厚度為97.1mm。針對該類直徑小、厚度大類似法蘭盤的零件。某公司毛坯生產大多設計為錘上開式的工藝。
【錘上開式工藝】
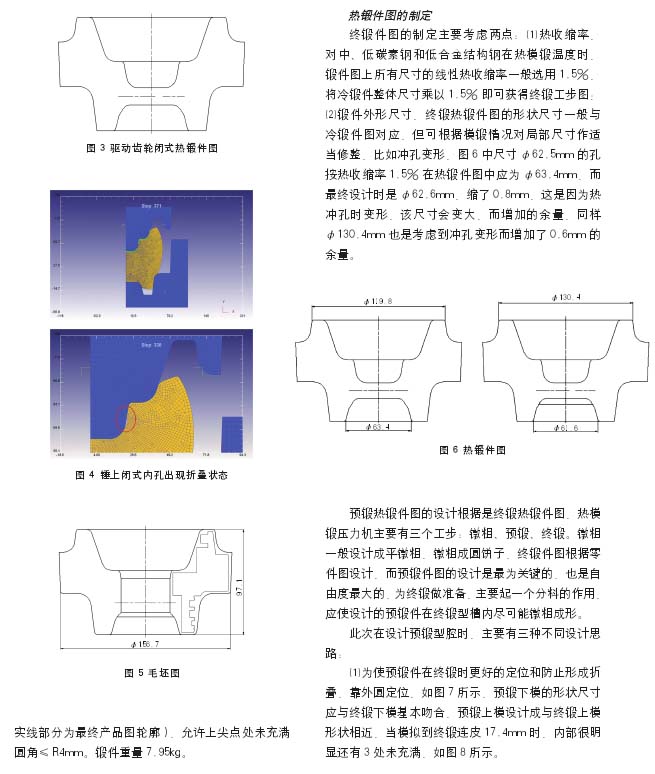
開式模鍛是最廣泛使用的模鍛方法,優點在于飛邊起到了補償、緩沖作用,保證了生產工藝的穩定性和復雜平面的鍛造成形。但是其飛邊材料損耗為鍛件重量的10%一50%,平均約為30%,而材料費占模鍛件成本的60%一70%。圖2為相應的開式熱鍛件圖。
【結 論】
本文通過對驅動齒輪類零件不同工藝設計的對比得出以下結論:
1)預鍛型腔不一定要完全根據終鍛型腔而設計,要具體情況具體對待。
2)預鍛型腔設計時一方面要考慮分料,另一方面也要考慮料的相對流速。
3)此類零件在上模內孔處極易產生折疊,預鍛連皮設計的要相對厚些。
4)此類零件的預鍛型腔體積要大一些,否則預鍛易出毛刺,在終鍛時毛刺壓入型腔產生折疊。
5)該驅動齒輪類零件的模具設計對其他相似件模具結構的設計具有借鑒和參考意義。
以下是正文: