
殼體液壓成形是采用一定形狀的封閉多面殼體作為預(yù)成形坯,在封閉多面殼體充滿液體后,通過液體介質(zhì)在封閉多面殼體內(nèi)加壓,在內(nèi)壓作用下殼體產(chǎn)生塑性變形而逐漸趨向于最終的殼體形狀。本文興迪源機(jī)械帶來殼體液壓成形技術(shù)的特點(diǎn)及發(fā)展現(xiàn)狀。
一、封閉殼體液壓成形技術(shù)特點(diǎn):

1)殼體液壓成形主要優(yōu)點(diǎn):
①不需要模具和壓力機(jī)。從力學(xué)角度看,該技術(shù)的原理是利用整體封閉殼體內(nèi)壓作用時(shí)自身平衡力系,即整體封閉殼體本身既是變形體又是實(shí)現(xiàn)力系平衡的載體,從而實(shí)現(xiàn)了不用壓力機(jī)和模具成形大型殼體。
②容易變更殼體壁厚和直徑。由于不需要模具和壓力機(jī),對(duì)于所需要的直徑和厚度的殼體,只要設(shè)計(jì)了合理的預(yù)成形坯封閉多面殼體,就可以直接加壓成形。而傳統(tǒng)的模壓成形技術(shù),一種直徑球殼需要一套模具,一種規(guī)格的橢球殼體需要幾套模具。
③產(chǎn)品精度高。由于把殼體制造工藝由傳統(tǒng)的“先成形后焊接”變?yōu)椤跋群附雍蟪尚巍保尚芜^程是對(duì)前期焊接變形的校形,最終產(chǎn)品的尺寸精度高。
④降低成本,縮短制造周期。由于不使用模具和壓力機(jī),節(jié)省了壓型時(shí)間和模具費(fèi)用。
2)殼體液壓成形主要缺點(diǎn):
①由于該技術(shù)為“先焊接后成形”,封閉多面殼體的焊縫在成形過程中承受一定的塑性變形,如果焊縫質(zhì)量存在問題,會(huì)引起開裂,造成整個(gè)殼體報(bào)廢。對(duì)于厚板和低合金鋼,這種問題更嚴(yán)重。因此,控制焊接質(zhì)量是關(guān)鍵所在。
②對(duì)于大型殼體,成形過程的支撐基礎(chǔ)難度大、費(fèi)用高。例如,直徑12.3m的球殼,容積為1000m3?,需要解決支撐1000t水及殼體自重的基礎(chǔ)。
二、殼體液壓成形技術(shù)的發(fā)展現(xiàn)狀:
自從1985年王仲仁教授等發(fā)明了球形容器無模液壓成形技術(shù)以來,殼體結(jié)構(gòu)、殼體材料、成形工藝、理論研究及工程應(yīng)用等方面都有了長(zhǎng)足的發(fā)展。目前,殼體液壓成形技術(shù)已用于球形水塔、液化氣儲(chǔ)罐、不銹鋼裝飾球、造紙蒸煮球和通信發(fā)射塔等結(jié)構(gòu),其中最大直徑達(dá)到9.4m,最大壁厚達(dá)到24mm,最高使用壓力為1.77MPa。
應(yīng)用材料包括低碳鋼、低合金鋼、不銹鋼、鋁合金和銅合金。該技術(shù)經(jīng)歷了以下三個(gè)主要的發(fā)展階段。
1)殼體結(jié)構(gòu)由平板類多面殼體擴(kuò)展到單曲率多面殼體
王仲仁教授在1985年成功試制出球形殼體為直徑600mm的三十二面體足球式平板類多面殼體。平板類多面殼體主要缺點(diǎn)是二面角大容易造成脹形時(shí)焊縫開裂和材料利用率低。足球式單曲率多面殼體主要優(yōu)點(diǎn)是二面角小、焊縫變形量小和壁厚減薄率小,并且可以通過選擇合理的赤道帶瓣數(shù)提高材料利用率。
因此,單曲率多面殼體在工業(yè)上應(yīng)用得最多,直徑9.4m的球形水塔、液化氣儲(chǔ)罐和大量的不銹鋼裝飾球均是采用單曲率多面殼體。
2)由低壓及常壓球形容器發(fā)展到三類壓力容器
1992年采用殼體液壓成形技術(shù)成功地研制了200m3液化氣(LPG)儲(chǔ)罐,該球罐直徑7.1m、壁厚24m、殼體材料為低合金鋼16MnR,最高工作壓力1.77MPa,如下圖所示。200m3液化氣儲(chǔ)罐標(biāo)志著殼體液壓成形技術(shù)實(shí)現(xiàn)了三個(gè)方面的跨越。
第一方面,從壁厚角度,實(shí)現(xiàn)了由薄板向中厚板的跨越此前在供水球和裝飾球應(yīng)用的最大厚度是8mm,液化氣球罐的厚度是24mm。由于厚度增加,焊縫附近存在角變形增大,容易引起內(nèi)側(cè)焊縫開;
第二方面,從材料角度看,實(shí)現(xiàn)了由低碳鋼向低合金容器鋼的跨越。低合金鋼焊接接頭的硬性比低碳鋼大,為保證接頭具有足夠的塑性成形能力,需要嚴(yán)格控制焊接接頭質(zhì)量;
第三方面,從存儲(chǔ)介質(zhì)看,由水等介質(zhì)到液化氣這樣的易燃易爆介質(zhì),容器類別也從常壓、一類二類容器發(fā)展到三類容器,必須解決脹形對(duì)球罐安全性因素的影響,如殘余應(yīng)力、力學(xué)性能和壁厚分布的影響。
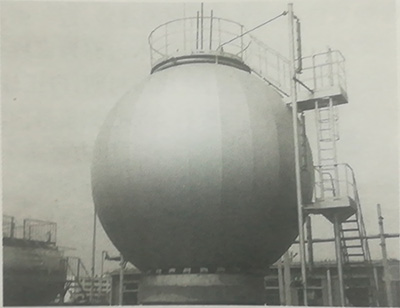
200m3液化氣(LPG)儲(chǔ)罐
3)由球形殼體擴(kuò)展到非球形殼體
非球形殼體包括橢球殼體、環(huán)殼和其他異形殼體。橢球殼體風(fēng)載荷系數(shù)小、外形美觀,是國(guó)外1000m3大型水塔主體結(jié)構(gòu),因曲率變化一種橢球殼體需要幾套模具,成形工藝比球殼復(fù)雜。
通過大量理論和實(shí)驗(yàn)研究發(fā)現(xiàn),只有當(dāng)長(zhǎng)軸與短軸之比(軸長(zhǎng)比)小于√2的橢球殼體可以用液壓成形技術(shù)制造,長(zhǎng)軸與短軸之比大于√2的橢球殼體赤道會(huì)出現(xiàn)失穩(wěn)起皺不能成形。大直徑管路彎頭目前多采用“蝦米腰”近似結(jié)構(gòu),存在流體阻力大等問題。采用液壓成形技術(shù)先成形一個(gè)整體環(huán)殼,該環(huán)形殼切開后,可獲得4個(gè)90°的彎頭或6個(gè)60°管彎頭,也可切成任意角度的彎頭,具有一定的工業(yè)應(yīng)用價(jià)值。
【興迪源機(jī)械液壓成形設(shè)備優(yōu)勢(shì)】
自2007年創(chuàng)立以來,興迪源機(jī)械一直致力于內(nèi)高壓成形的技術(shù)創(chuàng)新和產(chǎn)品研發(fā)。主營(yíng)產(chǎn)品范圍從生產(chǎn)普通液壓設(shè)備,現(xiàn)今發(fā)展至生產(chǎn)、研發(fā)國(guó)內(nèi)頂尖流體壓力成形技術(shù)的鍛壓設(shè)備。

興迪源機(jī)械(Xingdi?Machinery)借助于我國(guó)智能裝備制造業(yè)的新興生產(chǎn)基地——佛山市的完善配套能力和我國(guó)向發(fā)達(dá)國(guó)家出口鑄鋼件的重要基地——河南新鄉(xiāng)市的上乘鑄鋼件質(zhì)量為依托,以興迪源機(jī)械的產(chǎn)品和質(zhì)量信譽(yù)為基礎(chǔ),以液壓和電控為主導(dǎo),以金屬成形智能液壓裝備為方向,以機(jī)、電、液、氣、儀五位一體為手段,為客戶提供節(jié)能、高效、自動(dòng)化程度高的智能液壓裝備及流體壓力成形方案。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除