全國服務熱線:+86-18923114077
設備概述
金屬接頭管件液壓機成形設備適用于多通管件成形行業,是一種大型、小型尺寸多通管水脹成形設備。通常采用直管作為初始坯料,通過對管坯型腔內部液體介質施加高壓,配合軸向進給補料,控制徑向反推,使管坯在給定模具型腔內發生塑性變形,逐漸與模具內表面貼合,從而獲得指定形狀和尺寸的多通管類零件。采用液體介質內高壓成形替代傳統膠脹、鉛脹、沖壓焊接成形,成形效率高、產品精度高、表面質量好。
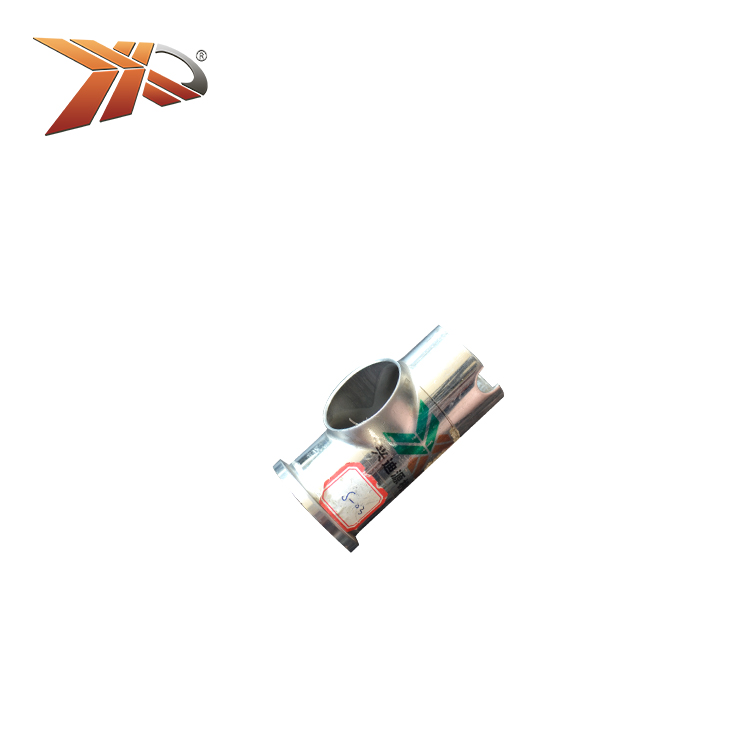
本設備采用液體作為成形介質,通過軸向進給、徑向反推和內部液體增壓三種動作的配合,使管坯貼合模具,將金屬直管成形為三通、四通、T型、Y型、L型管等零件或其他異形管件。典型產品包括鋁材和不銹鋼接頭等典型零件、自行車管件配件。其中包括汽車以及發動機三通管件、水路管件、制冷系統管件、廚衛用具等。
XD-YB61大口徑銅三通管液壓成形
性能與特點
1)設備超高壓狀態下采用硬封水方式,推頭與管坯間隙控制在0.1~0.2mm,同時保證密封性和進給穩定性;
2)內壓和位移閉環伺服控制,油缸內增加高精度位移傳感器,實時精準反饋油缸位置信息到PLC模塊和運算放大器,通過運算和反饋控制伺服電機實現壓力和流量的調節;
3)該設備相比較于使用傳統串聯式同步油缸的設備,采用兩個伺服電機分別控制兩側推進油缸,有效控制成形精度,充分解決雙缸和多缸同步性差的問題,可以實現兩側不等長多通管的成形,提高零件成品率;
4)側向缸用于控制成形的高度和減薄量,利用比壓閥的柔性特點,按照工藝路徑提供適用于成形過程的恒定背壓,與軸向進給、內部液體增壓準確配合,實現多通管脹形鼓包高度最大化;
5)該設備能實現內壓自動調節,可以實現保壓、穩壓、回流等多個動作,有效解決傳統設備必須采用高壓溢流的卸載方式來控制成形壓力所造成的誤差;
6)通過有限元分析初步確定位移、壓力、速度、流量等加載路徑,按照成形工藝對設備設定好加載路徑,可以實現全自動化生產,成形效率高;
7)對于常規產品一次出模時間僅為15~20s,空載下降速度可達250mm/s,日產量可達1800~2000件;
8)獨特的外觀特點,結構設計緊湊、布局合理,將同步油缸、油管、位置鎖定系統都密封在保護殼體內部,增加設備整體美觀度,減少安全隱患。
應用領域
金屬接頭管件液壓成形設備適用于紫銅、青銅、不銹鋼、鋁合金、復合材料的三通管、四通管、T型管、Y型管、L型管的一次液壓脹形成形,更適用于石油化工、熱能、新能源、醫療、環保、衛浴、五金等行業的各種金屬中空零件和復雜曲面的管件的生產制造。
| XD-YB61系列金屬接頭管件液壓成形設備型號技術參數對照表 | ||||
| 項目 | 單位 | XD-YB61-200T | XD-YB61-300T | |
| 主缸公稱力 | KN | 1000 | 2000 | |
| 主缸回程力 | KN | 100 | 200 | |
| 主缸液體最大工作壓力 | MPa | 20 | 20 | |
| 主缸最大行程? | mm | 400 | 450 | |
| 側推缸公稱力 | KN | 300X2 | 400X2 | |
| 側缸最大行程 | mm | 220 | 250 | |
| 側缸中心與工作臺面高度 | mm | 200 | 250 | |
| 兩側缸端面最大距離 | mm | 800 | 900 | |
| 下缸公稱力 | KN | 150 | 200 | |
| 下缸行程 | mm | 220 | 250 | |
| 增壓器最大輸出壓力 | MPa | 80-100 | 100-150 | |
| 增壓缸公稱力 | KN | 1000 | 1000 | |
| 增壓缸行程 | mm | 300 | 350 | |
| 電機功率(可選伺服) | KW | 15+5.5×2 | 22+7.5×2 | |
| 活動梁升降速度 | 快下 | mm/s | 220 | 200 |
| 工進 | mm/s | 25 | 25 | |
| 回程 | mm/s | 250 | 250 | |
| 閉合高度 | 最大 | mm | 800 | 850 |
| 最小 | mm | 400 | 400 | |
| 工作臺有效面積 | mm | 700×800 | 800×900 | |