【作 者】包文兵;徐雪峰;戴龍飛;王高潮
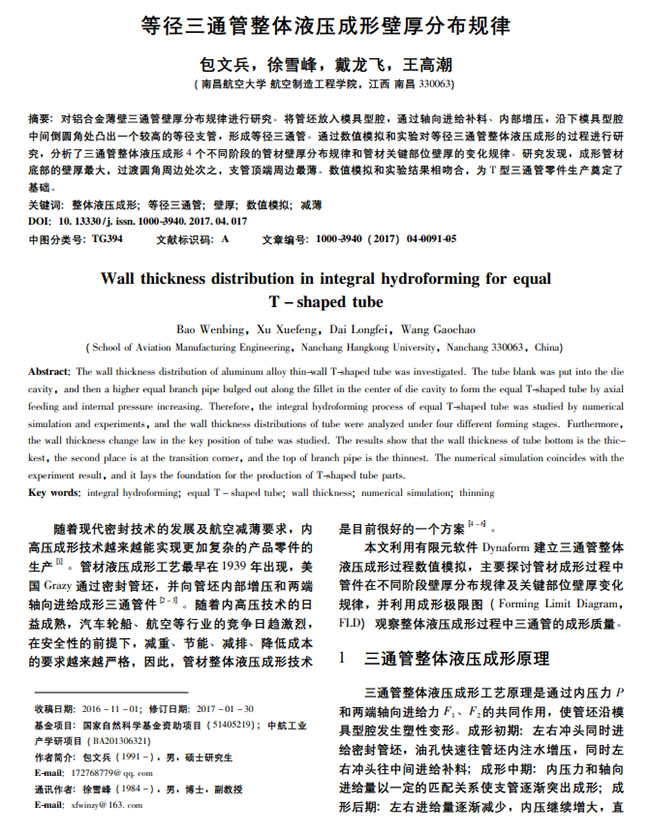
【摘 要】對(duì)鋁合金薄壁三通管壁厚分布規(guī)律進(jìn)行研究。將管坯放入模具型腔,通過軸向進(jìn)給補(bǔ)料、內(nèi)部增壓,沿下模具型腔中間倒圓角處凸出一個(gè)較高的等徑支管,形成等徑三通管。通過數(shù)值模擬和實(shí)驗(yàn)對(duì)等徑三通管整體液壓成形的過程進(jìn)行研究,分析了三通管整體液壓成形4個(gè)不同階段的管材壁厚分布規(guī)律和管材關(guān)鍵部位壁厚的變化規(guī)律。研究發(fā)現(xiàn),成形管材底部的壁厚最大,過渡圓角周邊處次之,支管頂端周邊最薄。數(shù)值模擬和實(shí)驗(yàn)結(jié)果相吻合,為T型三通管零件生產(chǎn)奠定了基礎(chǔ)。
以下是正文: