
摘 要:本文建立了筒形件拉深的力學模型,運用能量法推導出筒形件拉深過程中抑制起皺的最小壓邊力與拉深高度的關系,通過壓邊力誘發的拉深力和材料的承受極限,推導出抑制拉裂的最大壓邊力與拉深高度的關系。通過案例,給出了筒形件拉深的合適壓邊力區間。
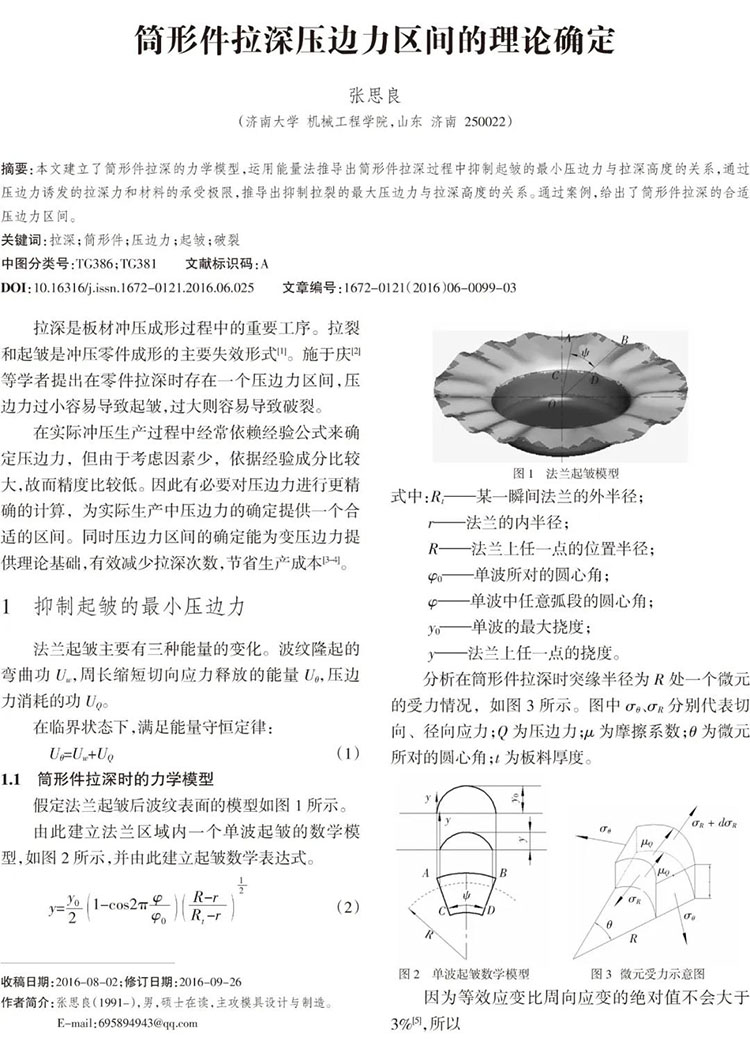
拉深是板材沖壓成形過程中的重要工序。拉裂和起皺是沖壓零件成形的主要失效形式。施于慶等學者提出在零件拉深時存在一個壓邊力區間,壓邊力過小容易導致起皺,過大則容易導致破裂。在實際沖壓生產過程中經常依賴經驗公式來確定壓邊力,但由于考慮因素少,依據經驗成分比較大,故而精度比較低。因此有必要對壓力進行更精確的計算,為實際生產中壓邊力的確定提供一個合適的區間。同時壓邊力區間的確定能為變壓邊力提供理論基礎,有效減少拉深次數,節省生產成本。
來源:《鍛壓裝備與制造技術》2016年第6期
作者:張思良
以下為正文:

【興迪源機械液壓技術優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數十名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。