
并非所有液壓成形部件都需要進行端部修整操作,鋸切是最簡單和最具成本效益的方法修剪結束或分離雙附件,剪切可用于修剪液壓成形構件的端部;本文興迪源機械帶來液壓成形過程中端部修整、鋸切及鋸切的過程詳解。
一、端部修整:
并非所有液壓成形部件都需要進行端部修整操作。通常,組件的設計可以使組件的端部被推到所需的長度。要實現這一點,需要應用這些設計指南。
1)端部不應膨脹:
截面線的長度應與管的周長相同。
2)端部必須是直的,并與端部附近的構件軸線保持直角:
需要端部修整或分離的部件(如果液壓成形操作是雙重連接的)可以采用鋸切、剪切或激光切割。
對于大容量生產線,修邊操作遵循液壓成形操作。
部件可以手動或自動轉移到切邊站。
二、鋸切:
鋸切是最簡單和最具成本效益的方法修剪結束或分離雙附件。只有直接切割是可能的,切割站可以是手動或全自動的,可以同時進行多次切割。
鋸片需要常規(guī)的銳化,更換鋸片是很常見的,適當維護的鋸片可產生質量良好的無毛刺切割邊緣。這種切割方法可在下次操作前產生可能需要清潔/去除的切屑。
一個適當設計的系統(tǒng)應該能夠保持與上游液壓成形操作相同或更快的循環(huán)時間,圖10-7顯示了一個典型的鋸切站。
三、剪切:
剪切可用于修剪液壓成形構件的端部,剪邊的兩種主要方法是:刀片剪邊和擺振模架剪邊。
1)使用刀片切斷:
在這種方法中,液壓成形部件由壓型模、凸輪或液壓操作的外部支撐。部件端部在葉片和模具邊緣之間剪切。
根據部件端部輪廓,可能需要多個葉片。剪切邊緣上的變形量和毛刺量在很大程度上取決于刀片的鋒利度、模具邊緣、模具與部件配合的精度以及夾緊的穩(wěn)健性。
2)擺模支持剪切切割:
在擺模修邊方法(Goode?2001)中,也稱為Brehm修邊,液壓成形部件的末端從內向外剪切,部件的端部由壓型模支撐和夾緊。
在開口部分插入帶有適當裝飾線的異形裝飾沖頭。就位后,模具外側的修剪邊緣與零件內側的沖頭修剪邊緣對齊,然后沖頭在兩個或四個方向上側向移動,剪切材料。
使用這種方法可以生產帶有凸耳和凹口的復雜修剪截面,如圖10-8所示(Goode?2001)。
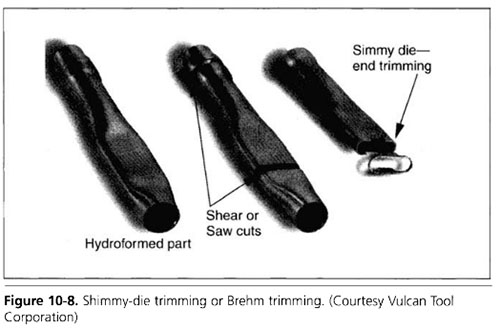
這種方法的主要局限性在于,液壓成形構件開口端的截面必須與所需的修剪線截面相同或大于該截面,以便將孔插入零件內部。
這兩種剪切切割方法都可以產生良好的質量無毛刺邊緣與適當維護模具和沖頭剪切邊緣。使用這種方法可以使刀片和模具壽命達到10000-20000次切割。與鋸切或激光切割方法相比,使用剪切可獲得更快的循環(huán)時間。
【興迪源機械液壓成形設備優(yōu)勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監(jiān)控和內部管理。建立有?“河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發(fā)。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業(yè)化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。