
管材成形極限是指管材在變形過程中發生破裂前獲得的最大變形程度,它作為評價管材成形性能的重要因素一直都備受學術界和工業界的高度關注。為了更加直觀地表現管材在不同應變路徑下的局部失穩極限應變,可以采用應變狀態所構成的圖形加以描述,這就是成形極限圖( forming limit diagram,FLD)。本文興迪源機械帶來管材內高壓成形極限研究現狀詳解。
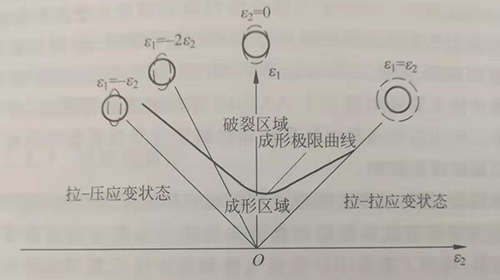
管材成形極限示意圖如圖1-6所示,圖中分別以周向應變ε1和軸向應變ε2為成形極限圖的縱、橫坐標,以成形極限曲線( forming limit curve,FLC)將管材成形極限圖分為成形區域和破裂區域,成形區域位于成形極限曲線的下方,在此區域內的變形不會導致管材破裂失效;破裂區域位于成形極限曲線的上方,此區域內的變形將會引起管材破裂。
同時,縱坐標將成形極限圖分為左側部分(拉-壓應變狀態)和右側部分(拉-拉應變狀態),圖中還列舉了四種比較特殊的應變路徑ε1=ε2,ε2=0,ε1=-2ε2,ε1=-ε2,各種極限應變狀態點均隨應變路徑的改變而改變。目前,獲取管材成形極限圖的方法主要有理論解析法、試驗法和數值仿真法三種。
一、管材成形極限理論解析法:
理論解析法是根據管材的塑性本構關系和屈服準則,利用不同的塑性失穩準則(如Swift分散性失穩準則、Hill集中性失穩準則、M-K溝槽準則等)判定管材頸縮或者破裂的發生,通過對預測理論模型參數的求解,獲得極限應變狀態值,構建管材成形極限圖。
在國外,很早就開展了對管材成形極限理論解析法的研究。Woo等利用H準則對管材的應力與應變進行理論分析,并以銅管進行了試驗驗證。
Fuchizawa以Hill的塑性各向異性和變形理論為基礎,研究了管材僅在內壓作用下的軸向和周向非等向性對成形極限的影響。 Tirosh等通過理論與試驗相結合的方法對鋁合金薄壁管進行了研究,建立了鋁合金管材的FLD圖,為鋁合金管的脹形提供了理論參考。
Davies等利用M-K凹槽理論建立了自由脹形鋁管的成形極限理論模型,并獲得了管件液壓脹形成形極限圖。Siva等利用M-K模型和各向異性系數 Gurson模型,建立了自由脹形鋁管成形極限理論模型,并研究了加載路徑對成形極限的影響。 Ramin等基于塑性本構關系,通過M-K模型和改進的牛頓迭代方法建立了管材的成形極限應力圖( forming limit stressdiagram,FLSD)。
Kim等通過塑性增量理論和塑性失穩準則建立了管材液壓脹形成形極限應力圖的理論計算模型,可用來預測管材成形的局部頸縮。 Hwang等利用swift分散性失穩準則和Hill集中性失穩準則建立了AA6011管的成形極限曲線,并討論了Hill非二次式屈服函數中各參數和材料正交異性系數對屈眼軌跡和成形極限曲線的影響。
在國內,管材成形極限理論解析法的研究工作開展得較晚,張慶等利用單層管成形極限和塑性失穩理論分析金屬復合管脹形的成形極限,得到了脹形中分散性失穩和集中性失穩時極限應變的理論值。李新軍等利用分散性失穩理論和集中性失穩理論計算了軸壓脹形管材破裂極限壓力和成形極限,并分析了管材脹形中的應力應變變化特點。
楊連發等“假設脹形輪廓為余弦曲線,建立了管材液壓脹形成形極限的理論模型,并求解出了自由脹形下的極限載荷,趙長財等“基于Swift分散性失穩理論,建立了非均勻內壓下管材破裂失穩極限判據,推導出了管材成形極限的理論模型和極限應變計算方法。膝宏春通過分析軸壓脹形管材中截面單元體的應力應變狀態,建立了管材液壓脹形成形極限圖,并與板料沖壓成形極限圖進行了對比分析。
崔曉磊等基于管材二維成形極限圖和固體現實應力空間理論,建立了涉及法向應力應變的三維成形極限圖。
二、管材成形極限試驗法:
試驗法是通過不同應變路徑的液壓脹形破裂試驗來獲取各自條件下的極限應變狀態,將這些離散的應變狀態值通過回歸計算法建立管材的成形極限圖。Green通過對鋼管的成形性能、成形缺陷和力學特性的分析,利用試驗法建立了鋼管的成形極限圖,與模擬結果具有較好的一致性。
Fuchizawa等利用自行設計的液壓脹形裝置進行軸壓脹形破裂試驗來構建的成形極限圖,并通過與 Swift和Hill失穩準則比較分析來驗證試驗法的可靠性。 Hwang等利用自行開發的液壓脹形裝置進行自由脹形和軸壓脹形試驗獲取成形極限圖,并利用有限元數值模擬法對試驗結果進行了對比分析。馬菖宏等基于脹形區橢圓形假設,通過改變橢圓長短軸之比建立了直縫激光焊縫管拉拉應變狀態區的極限應變試驗測量方法,實現了不同規格管材成形極限的試驗評估。
三、管材成形極限數值仿真法:
為了降低金屬管材成形極限圖理論解析難度,縮短試錯法的試驗周期并降低成本,基于有限元技術的數值仿真法逐漸被應用于構建管材成形極限圖。
Lei等結合剛塑性有限元法與延性斷裂準則研究了管材液壓脹形過程中成形極限的構建。Kim等在理論解析法的基礎上,利用數值仿真法對自由脹形和軸壓脹形焊縫管進行有限元模擬仿真,最終獲得了焊縫管的成形極限。 Nader等利用 HEEDS軟件和非線性有限元求解器 LS-DYNA獲取成形極限并優化加載路徑,同時選用多種規格的管材進行液壓脹形實驗以驗證最優化曲線。
Siva等利用有限元數值模擬軟件對自由脹形金屬管材進行了數值仿真,研究了加載條件對管材液壓脹形成形極限的影響規律。
Song等基于管材有限元模型和塑性本構關系,構建了管材成形極限應力圖。 Hashemi等基于M-K失穩判據和管材液壓脹形有限元仿真模型,獲得了管材脹形成形極限圖。楊泰波等在數值模擬中以應變增量比作為數值仿真中的頸縮判據,構建了管材液壓賬形環境下的成形極限圖,并對頸縮位置進行了預測,最后利用試驗法驗證了數值仿真法的可靠性。
【興迪源機械內高壓成形設備優勢】
興迪源機械是先進輕量化成形技術的提供者,從產品研發、設備生產、模具研制、方案定制,直至最終交付及提供增值服務,我們為客戶提供的不僅僅是一臺設備,而是一整套智能制造成形方案。

興迪源機械自2010年開始組建超高壓液力成形技術團隊,突破了成形壓力100MPa-250MPa的技術難關,研發出“內高壓成型設備”并投入用戶生產現場。至今,公司已是創立超過10年的實力企業,已掌握了成形壓力為500MPa的技術,并向市場提供了合模力4000噸、成形壓力達500MPa以內的各種規格的內高壓成型液壓設備數十臺套,技術研發成果在國內同行的民營企業中達到優異水平。
部分文段和圖片摘自:
《金屬薄壁管沖擊液壓脹形技術》
作者:劉建偉
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除