
管材的選擇應基于對熱管制造方法對管材力學性能影響的理解,在選擇合適的管材進行液壓成形時,必須檢查這一點和其他成形考慮因素。本文興迪源機械帶來管材內高壓成形產品的材料選擇。
一、內高壓成形管材選擇:
各種常用的熱軋和冷軋、低碳1008/1010和HSLA級鋼都有管型,或者可以根據需要進行輥軋成形,各種類型的鍍鋅鋼也有管狀的;大多數用于液壓成形的鋼管屬于機械管類,采用各種連續軋管工藝生產。
美國材料與試驗協會(ASTM)規范編號A-513涵蓋了適用于機械管的所有要求;管壁系數(wf)是管外徑除以管材料厚度的比值。
1)管材分為:
1、厚壁,WF小于10;
2、中墻,WF介于20和50之間;
3、輕質墻體,WF大于60。
錐形管坯和具有大直徑與壁厚(壁厚系數或wf)比的管坯由單個角坯壓制或軋制而成,然后激光或等離子焊接。適當等級的鋁制成的管材采用軋制法或擠壓法也適用于液壓成形。
2)機械配管主要有:
1、無縫管;
2、電阻焊接(ERW)管;
3、抽芯(DOM)管。
管材通常是通過在制管過程中對材料進行應變硬化來達到最小強度水平,然而,對于液壓成形,重點完全相反。在制管過程中,應盡量減少應變硬化,以保持材料的成形性,以便隨后的液壓成形操作。
ERW管的成本通常低于無縫管和DOM管;由于這些優點,ERW管通常是液壓成形應用的首選。
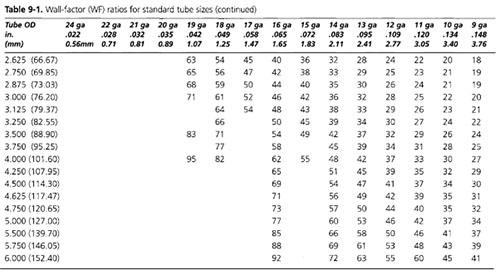
北美的機械管有以下幾種尺寸:0.375-12.5英寸(9.5-317.5 mm),厚度為0.022-0.625 英寸(0.56-15.87 mm)(鋼管協會1994)。表9-1顯示了小于等于6英寸(152.4mm)的標準管壁系數比直徑和0.148英寸(3.76 mm)壁厚。

顯然,為了獲得最佳可用性,請使用標準尺寸;北美也有一些公制尺寸,盡管大多數歐洲鋼管生產商關注公制尺寸。對于原型制作或小批量生產,從歐洲運輸油管通常比制造一套新的輥磨機工具更經濟,所需的總時間也更少。
二、無縫管材選擇:
無縫鋼管是由實心圓柱形坯料制成,這些坯料先在連續的旋轉爐中加熱,然后穿孔。當鋼坯在一組成形輥中旋轉時,穿孔點被強制進入鋼坯。鋼坯沖孔是一種熱鍛操作,在此過程中,大量金屬從一側和外部移位。這通常會導致細雨結構和均勻的顆粒流周圍的管。
在操作過程中,鋼坯長度幾乎翻了一番,直徑也有所增加。隨后的熱加工操作會拉長、減小管子,并將其尺寸調整到所需的直徑和厚度。進一步的熱處理(退火、回火等)和酸洗操作可產生所需的機械性能和表面光潔度。
由于無焊縫,無極油管的力學性能非常一致,適合于液壓成形。然而,在這一過程中不可避免地會產生一定的偏心率,從而導致管周壁厚的變化。產品設計和液壓成形工藝要求將確定可接受的最大厚度變化,這應與管道供應商討論。
無縫管的尺寸通常為直徑2-12英寸(51-305mm),壁厚系數為4-30。根據運行中的切斷設備,生產的標準長度可能因工廠而異。為了在大批量生產中經濟地使用鋼管,應在計劃的早期階段評估鋼管軋機的能力。
【興迪源機械內高壓成形設備優勢】
興迪源機械是以內高壓成形技術為核心,以內高壓成形機、內高壓水脹成形機、內高壓板材充液成形機、內高壓三通機等設備為主導產品的生產廠家。公司建立有液力內高壓成形機械工程技術研究開發中心,并與中國科學院金屬研究所、南京航空航天大學等院校開展長期的科研課題開發合作。

興迪人以“振興國家,建立偉業”為使命;以“誠實守信,中正平和”為準則;以“建立鴻業遠圖,踵事增華”為愿景,致力成為“先進流體壓力成形裝備智造領航者”。