
管材內高壓成形中使用了幾種不同的流體壓力,在模具關閉階段使用的流體壓力稱為模具關閉壓力。本文興迪源機械帶來管材內高壓成形的截面線長計算、流體壓力及應用分類。
一、截面線長計算公式:
在管材內液壓成形中,截面線的長度是周長。
1)圓管:
對于圓管,它是截面的周長,可以計算:
線長=Π×OD=3.142×OD
其中:
OD=管段外徑
2)矩形截面:
對于矩形截面,計算線的長度:
線長=2(W+H-4R+ΠR)=2(W+H-0.858R)
其中:
W=截面寬度 H=截面高度 R=拐角半徑
二、管材內高壓成形中使用的流體壓力:
管材內高壓成形中使用了幾種不同的流體壓力,在模具關閉階段使用的流體壓力稱為模具關閉壓力。當模具關閉時,管的末端可能被推入模具。這是在軸向進給或端進給壓力下完成的。
軸向進給后,管內壓力增加達到成形過程所需的最大水平。該壓力通常稱為校準壓力。當管子處于校準壓力時,在部件上沖孔,這被稱為水培。為了達到要求的孔周圍質量,加氫滲透壓力可能高于要求的校準壓力。
管內液壓成形中,術語軸向進給和端部進給是指在液壓成形操作中將管端推入模具。管內壓力在端部進料時被修正為端部進料壓力或進料壓力比板材液壓成形更為廣泛的認可。
三、管材內高壓成形的應用及分類:
1)應用:
液壓成形技術正應用于汽車等行業的大批量生產。對于大多數應用,如下圖所示,管坯由軋制電阻焊(ERW)或激光焊接機械級鋼管制成。
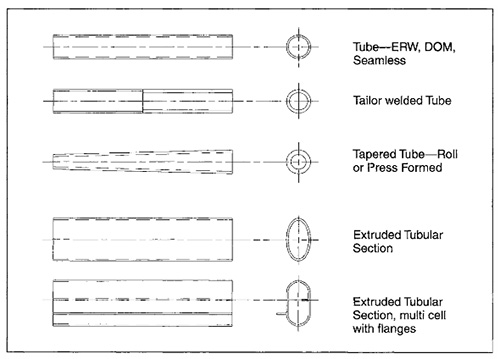
液壓成形用管坯
根據要生產的產品,管板可以由鋁擠壓件、銅管制成,也可以由具有相同外徑的不同厚度的金屬板管單獨制成的平行或錐形部分焊接在一起,形成定制的焊接管坯。如通用汽車專利53333775所述(Ross,Shah,Bruggemann 1994)的一樣。
2)分類:
管內高壓成形可分為五種工藝類別:低壓、高壓、多壓、液壓脹形和波紋管成形。
【興迪源內高壓成形技術優勢】
興迪源機械以流體壓力成形技術為核心,主導產品有:內高壓成型設備、板材充液成形設備、管材零件液壓成形設備、水脹液壓成形設備、多工位連體液壓拉深設備、四柱式液壓機設備、框架式液壓機設備等,并可按照客戶的需求設計制造特殊的非標液壓設備、非標油缸、非標液壓系統和配備自動化傳動系統。

興迪源機械是先進輕量化成形技術的提供者,從產品研發、設備生產、模具研制、方案定制,直至最終交付及提供增值服務,我們為客戶提供的不僅僅是一臺設備,而是一整套智能制造成形方案。