
內高壓成形是一種以管材為坯料,以油液為傳壓介質,在管材內部施加超高壓的同時,對管坯的兩端施加軸向推力進行補料。因兩種外力的合力作用,管坯產生塑性變形,最終與模腔內壁貼合,使管坯成為具有三維形狀零件的現代塑性加工技術。本文興迪源機械帶來低碳鋼瓶形管件及Ω接頭管件內高壓成形詳解。
一、低碳鋼瓶形管件內高壓成形:
圖2-36為一種瓶形管件的零件圖。管材外徑為40mm,初始壁厚為2.5mm,成形區直徑為183mm,材料為20鋼。該件成形的難點在于:
①左右非對稱,要求管材兩端的補料量不同;
②成形區長,長度為管材直徑的4.6倍,成形過程中所需要的補料量達到80mm,初始管材的長度為403mm,接近管材外徑的10倍,管材初始長度大容易引起屈曲;
③膨脹量大,膨脹率為70%,而材料延伸率僅為28%。
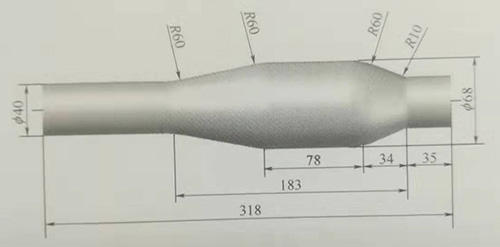
圖2-36 瓶形管件形狀與尺寸(mm)
由于該瓶形件材料為低碳鋼,而且成形區長,要想獲得大膨脹率,必須采用合適的預成形坯。同樣采用“有益皺紋”作為預成形坯聚料,皺紋形狀如圖2-37(a)所示。然后通過加壓整形使皺紋展平,即可獲得該瓶形管件,如圖2-37(b)所示。壁厚分布情況為兩端送料區增厚,向中部成形區減薄,送料區越長,增厚越嚴重,左側送料區增厚大于右側。
在成形區,壁厚的分布是起伏變化的,這與成形過程中皺峰皺谷的位置相對應,皺峰處壁厚稍薄,而皺谷處壁稍厚,這也是利用“有益皺紋“成形的壁厚分布的一個顯著特點。最薄處壁厚為1.92mm,減薄率為25.2%。左側最大壁厚為2.75mm,增厚10%。

圖2-37瓶形管件a)有益起皺形狀;(b)瓶形管件。
二、Ω接頭管件內高壓成形:
圖2-38為Ω接頭管件零件圖,該管件軸向剖面形狀類似希臘字母Ω,因此稱為Ω接頭,為運載火箭動力系統中構成補償管的重要零件之一。管材材料為1Crl8Ni9Ti。該接頭的傳統生產工藝為采用模具壓出半環,切邊配對后焊接成整圓,存在兩條軸向焊縫。傳統生產工藝的主要問題:
①模具壓彎出半圓凸筋寬度不一致,精度難以保證;
②兩半圓焊后變形嚴重,對接面翹曲,尺寸超標,并造成兩端頭無法加工;
③兩半圓采用手工鎢極氬弧焊焊接,清除焊漏工作量大易碰傷工件造成廢品,如清理不凈,則滾焊鋼絲套時易出現虛焊,降低可靠性
④1零件結構存在疊加,造成有些位置無法進行X射線探傷,易造成焊接缺陷漏判。
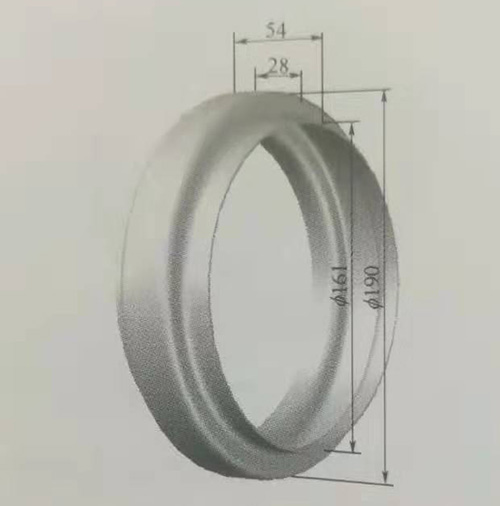
圖2-38 Ω接頭管件形狀與尺寸(mm)
采用內高壓成形工藝制造圖2-38所示Ω接頭,需要外徑為161mm,壁厚1.5mm的不銹鋼管。該管材直徑大、壁厚薄,無法獲得無縫管材。由于激光焊接工藝具有焊縫塑性好、熱影響區小、焊道窄且表面質量好、焊后清理工作量小、可重復性好等優點,故采用激光焊接制造管材。
Ω接頭內高壓成形的難點:
①大直徑超薄零件,徑厚比達107,管端密封困難;
②內圓角小,僅為板厚的3.3倍,需要成形壓力高;
③軸向反力大,當成形壓力為150MPa時,軸向反力接近3000KN,超過現有設備液壓伺服缸的能力;
④沒有過渡區或者過渡區為垂直邊,并且要求?190mm凸臺處的最小壁厚大于1.3mm。這些難點綜合在一起,使得圖2-38所示零件成形難度非常大。為了成形小圓角,需要很高的成形壓力,成形壓力高,軸向反力大、管端密封困難。為了滿足最小壁厚要求和高壓下整形圓角,需要一定的軸向補料,而補料過度或與內壓匹配不合適,就會產生內凹缺陷,如圖2-39所示。

圖2-39 內凹缺陷
只有解決超薄管端部密封、大直徑管軸向減力、避免內凹缺陷和壁厚控制才能獲得合格的零件,如圖2-40所示。其壁厚分布為中部膨脹區減薄較大,兩端傳料區壁厚基本不變,最小壁厚為1.37mm。

圖2-40 Ω接頭零件
【興迪源內高壓成形技術優勢】
興迪源機械(Xingdi Machinery)是一家專注流體壓力成形技術的鍛壓設備制造企業。自2007年創立以來,公司一直致力于內高壓成形的技術創新和產品研發。主營產品范圍從生產普通液壓設備,現今發展至生產、研發國內頂尖流體壓力成形技術的鍛壓設備。

興迪源機械自2010年開始組建超高壓液力成形技術團隊,突破了成形壓力100MPa-250MPa的技術難關,研發出“內高壓成型設備”并投入用戶生產現場。至今,公司已是創立超過10年的實力企業,已掌握了成形壓力為500MPa的技術,并向市場提供了合模力4000噸、成形壓力達500MPa以內的各種規格的內高壓成型液壓設備數十臺套,技術研發成果在國內同行的民營企業中達到優異水平。
部分文段和圖片摘自:
《現代液壓成形技術》
作者:苑世劍
由興迪源機械編輯
版權歸原作者所有
如若侵權請聯系刪除