
適用于內(nèi)高壓成形的材料有低碳鋼、低合金高強(qiáng)鋼、不銹鋼、鋁合金、銅合金、鈦合金和鎳基合金等。目前能夠用于內(nèi)高壓成形的鋼管主要有無(wú)縫管、電阻焊管(ERW)、拉拔管 (DOM)和激光焊管材。本文興迪源機(jī)械帶來(lái)內(nèi)高壓成形用管材的適用材料、要求及種類規(guī)格。
一、適用的材料:
適用于內(nèi)高壓成形的材料有低碳鋼、低合金高強(qiáng)鋼、不銹鋼、鋁合金、銅合金、鈦合金和鎳基合金等。
目前汽車工業(yè)常用的低碳鋼和低合金高強(qiáng)鋼的抗拉強(qiáng)度級(jí)別為300—450MPa。隨著汽車對(duì)減重的進(jìn)一步需求,內(nèi)高壓成形件的抗拉強(qiáng)度級(jí)別將達(dá)到500~600MPa,甚至達(dá)到1000MPa 。
不銹鋼主要有奧氏體304不銹鋼和1Cr18Ni9Ti等。制造發(fā)動(dòng)機(jī)歧管需要 使用耐熱抗氧化的鐵素體不銹鋼,如429、309等。
鋁合金主要有5000系、6000系和7000系。飛機(jī)和火箭管件多使用5000 系鋁合金管材,汽車和自行車多使用6000系鋁合金管材,7000系鋁合金管材內(nèi)高壓成形件應(yīng)用剛剛開(kāi)始。
鈦合金主要有純鈦和TC4。由于鈦合金常溫下變形抗力高、塑性低和回彈大 ,目前應(yīng)用內(nèi)高壓成形只能制造形狀簡(jiǎn)單的零件。
二、內(nèi)高壓成形對(duì)管材的要求:
內(nèi)高壓成形使用的管材不僅要滿足結(jié)構(gòu)的力學(xué)性能,而且還要滿足成形性能及直徑和壁厚精度。
成形性能方面要求具有較高的塑性及較大的n值和r值。管材的加工方法對(duì)其力學(xué)性能和成形性能影響較大。用于內(nèi)高壓成形的管材要求在制管過(guò)程中盡量減小加工硬化,盡量保留材料的塑性和提高r值,用于后續(xù)的內(nèi)高壓成形。
內(nèi)高壓成形管材的外徑和壁厚精度要求,往往比普通結(jié)構(gòu)用鋼管的尺寸精度要求更高,根據(jù)成形中所采用的密封方法和零件壁厚精度要求具體制定。一般來(lái)說(shuō),精密熱軋和冷軋鋼管的外徑和厚度公差均能滿足內(nèi)高壓成形的要求電阻焊管的公差也易滿足要求。如果管材各批次公差有差別,也可以通過(guò)調(diào)整 模具的尺寸來(lái)解決。
管端必須垂直于管材中心線進(jìn)行切割,端面與中心線的垂直度誤差應(yīng)該在1.5°以內(nèi)。
對(duì)內(nèi)高壓成形管材還有清潔度要求,管材的內(nèi)壁外壁均應(yīng)有很好的清潔度。鋼管表面應(yīng)經(jīng)過(guò)酸洗,保證無(wú)銹跡。在內(nèi)高壓成形中,管材表面的氧化皮和銹跡會(huì)引起模具的磨損,并污染加壓介質(zhì)。管材內(nèi)外表面帶來(lái)的各種碎屑都可能掉在模腔中被壓入成形件表面,影響零件的質(zhì)量。
三、管材種類和規(guī)格:
目前能夠用于內(nèi)高壓成形的鋼管主要有無(wú)縫管、電阻焊管(ERW)、拉拔管 (DOM)和激光焊管材。對(duì)于鋼材來(lái)說(shuō),EBW管材比無(wú)縫管和拉拔管成本低,且成形性能好,因此通常優(yōu)先選擇ERW管材。激光焊管成形性能最好,但成本 高,主要用于變形量大的復(fù)雜零件。
無(wú)縫管的制造過(guò)程一般能夠保證細(xì)化的晶粒和均勻的流線,并且可以通過(guò)后續(xù)的退火、回火等熱處理工藝和酸洗過(guò)程保證管材的力學(xué)性能和表面質(zhì)量。因?yàn)闆](méi)有焊縫,無(wú)縫管的力學(xué)性能一致性較好,適合于一定成形壓力范圍的內(nèi)高壓成形件。但是,由于無(wú)縫管加工中難免發(fā)生一定的偏心,導(dǎo)致管材周向壁 厚變化,容易造成成形過(guò)程開(kāi)裂或壁厚分布不均勻,影響使用性能ERW管材是采用熱軋或冷軋板卷制造的,為了滿足內(nèi)高壓成形件表面質(zhì)量要求,板卷表面應(yīng)無(wú)氧化皮,并經(jīng)酸洗和涂油處理。
ERW管材的制造過(guò)程對(duì)其加工硬化有一定的影響,不同工藝參數(shù)會(huì)導(dǎo)致管材圓周上不同部位的屈服應(yīng)力有所不同,因此需要通過(guò)嚴(yán)格控制生產(chǎn)工藝減小這種差別,以便滿足內(nèi)高壓成形的要求。ERW管材在對(duì)焊后管材內(nèi)壁外壁均會(huì)有一定的焊縫隆起,內(nèi)高壓成形管材一般是在焊后直接采用特制刀具將隆起部分刮除,有時(shí)候也可以保留內(nèi)部的隆起,但要限制在一定的高度范圍內(nèi)。ERW管材用于內(nèi)高壓成形最大的問(wèn)題是焊縫及熱影響區(qū)的開(kāi)裂,為此很多廠商開(kāi)發(fā)了專門用于內(nèi)高壓成形的ERW管材,通過(guò)改變卷制、焊接和焊后熱處理工藝可以大大提高管材的塑性。
圖2-25所示為采用一種稱為CBR的卷焊工藝制成的ERW管材,比原工藝制造管材延伸率顯著提高,不同規(guī)格的SUS409L不銹鋼CBR卷焊管的延伸率基本在50%以上。通過(guò)把ERW管材在900℃左右高溫下軋制,可將延伸率和r值提高30%-100%。例如,對(duì)于抗拉強(qiáng)度級(jí)別450MPa的鋼管,r值由0.8-0.9提高到1.7-2.1,大大提高了管材的成形性能。
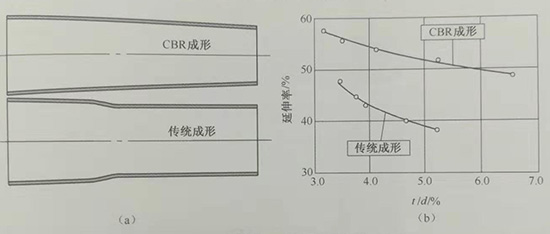
圖2-25卷焊工藝對(duì)ERW管材延伸率的影響
(a)不同卷焊工藝的中間形狀;(b)延伸率(SUS409L)
DOM管材是采用完全退火的厚壁ERW管材通過(guò)冷拔工藝生產(chǎn)的。采用有芯軸的模具進(jìn)行管材拉拔生產(chǎn),可以獲得非常精確的尺寸和均勻的材料性能。冷拔后的管材再通過(guò)正火或退火獲得內(nèi)高壓成形要求的機(jī)械性能。
激光焊管用于復(fù)雜零件的內(nèi)高壓成形。一般來(lái)說(shuō),激光焊管塑性和焊接接頭抗開(kāi)裂能力優(yōu)于ERW管材。這是因?yàn)榧す夂腹艿臒嵊绊憛^(qū)遠(yuǎn)遠(yuǎn)小于ERW管材尤其在大膨脹率的內(nèi)高壓成形件上,激光焊管優(yōu)勢(shì)顯著,其主要問(wèn)題是成本高 。
表2-5是常用于內(nèi)高壓成形的管材直徑和壁厚通用系列規(guī)格。從設(shè)計(jì)角度,要盡量選用通用系列中的直徑和壁厚規(guī)格,以降低成本和管材訂貨周期。
對(duì)于大批量生產(chǎn)需要的特殊規(guī)格管材,向廠家特殊定制。

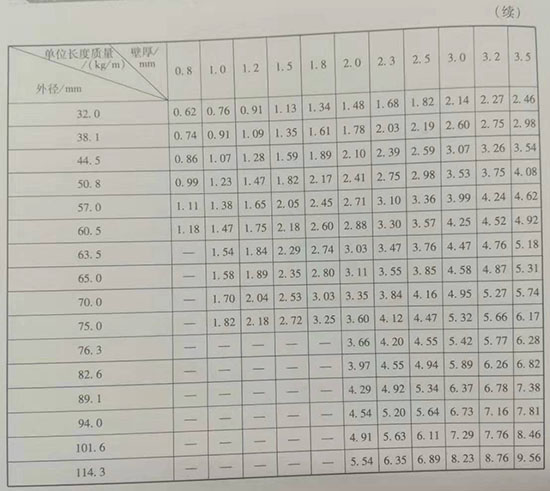
表2-5 常用管材尺寸規(guī)格和單位長(zhǎng)度質(zhì)量(—表示非標(biāo)準(zhǔn)系列)
【興迪源機(jī)械內(nèi)高壓成形設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械是以內(nèi)高壓成形技術(shù)為核心,以內(nèi)高壓成形機(jī)、內(nèi)高壓水脹成形機(jī)、內(nèi)高壓板材充液成形機(jī)、內(nèi)高壓三通機(jī)等設(shè)備為主導(dǎo)產(chǎn)品的生產(chǎn)廠家。公司建立有液力內(nèi)高壓成形機(jī)械工程技術(shù)研究開(kāi)發(fā)中心,并與中國(guó)科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開(kāi)展長(zhǎng)期的科研課題開(kāi)發(fā)合作。
自2007年創(chuàng)立以來(lái),興迪源機(jī)械一直致力于內(nèi)高壓成形的技術(shù)創(chuàng)新和產(chǎn)品研發(fā)。主營(yíng)產(chǎn)品范圍從生產(chǎn)普通液壓設(shè)備,現(xiàn)今發(fā)展至生產(chǎn)、研發(fā)國(guó)內(nèi)頂尖流體壓力成形技術(shù)的鍛壓設(shè)備。