
摘 要:為深入分析帶有波紋段的薄壁不銹鋼管的彎曲成形工藝,基于ABAQUS/Explicit和ABAQUS/Standard建立了包含彎曲、抽芯、回彈在內的繞彎成形過程的有限元模型,并與實驗相結合,研究了助推速度以及彎曲角度對成形質量的影響。此外,還進一步研究了不同彎曲角度下的回彈規律,建立了回彈補償公式,同時進行了實驗驗證。
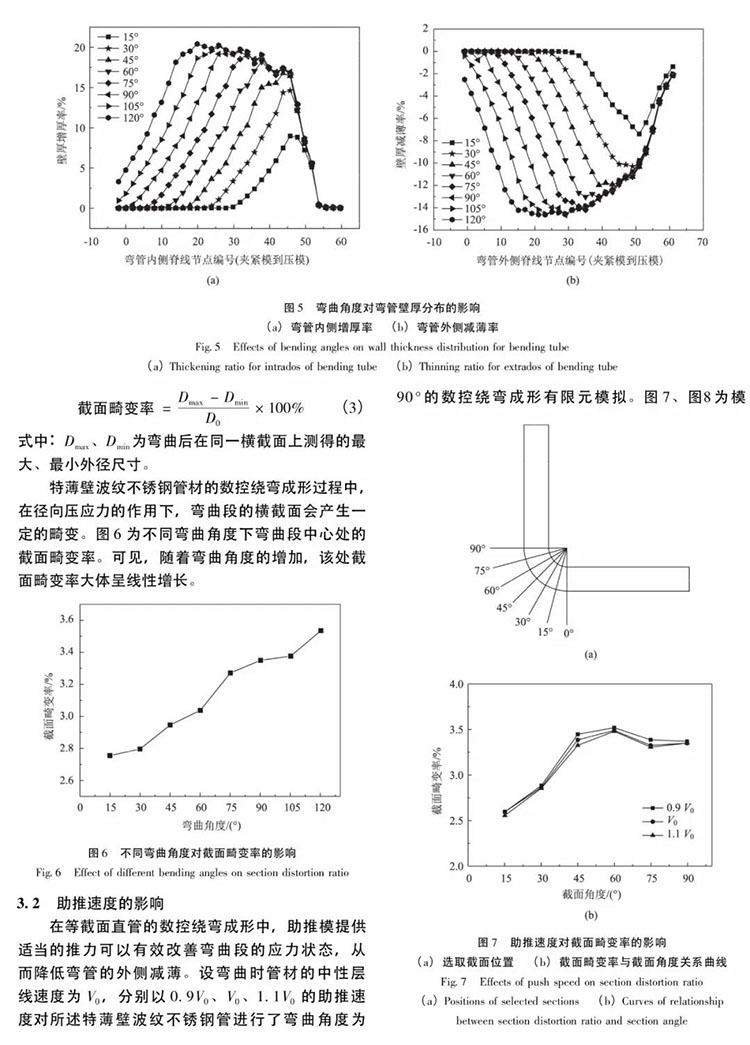
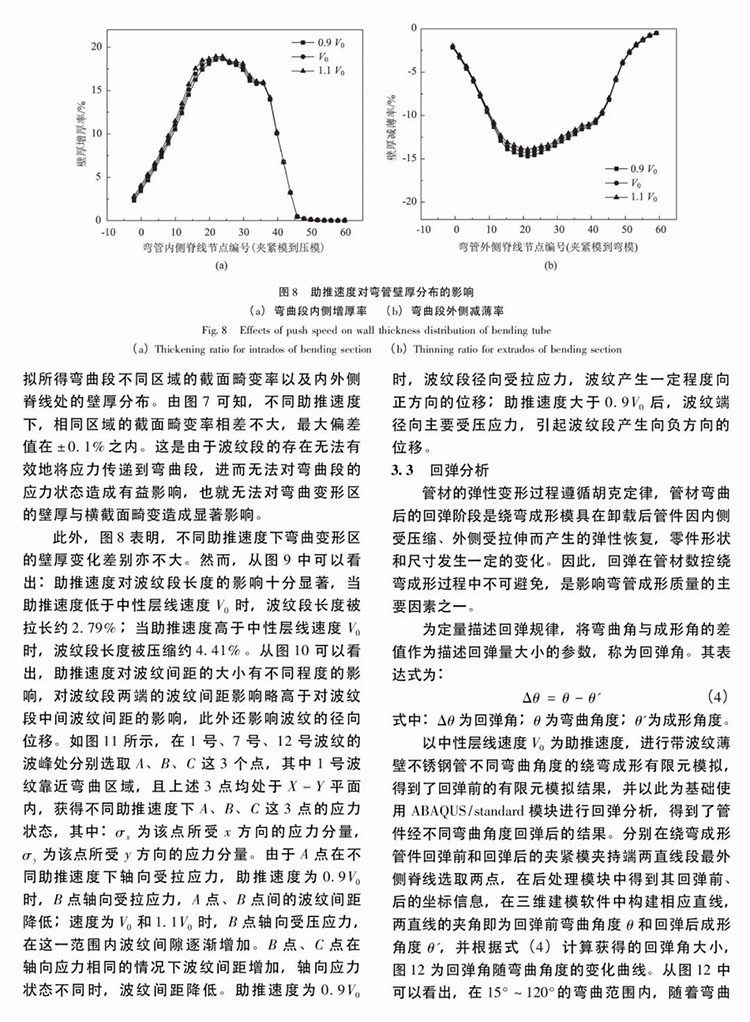
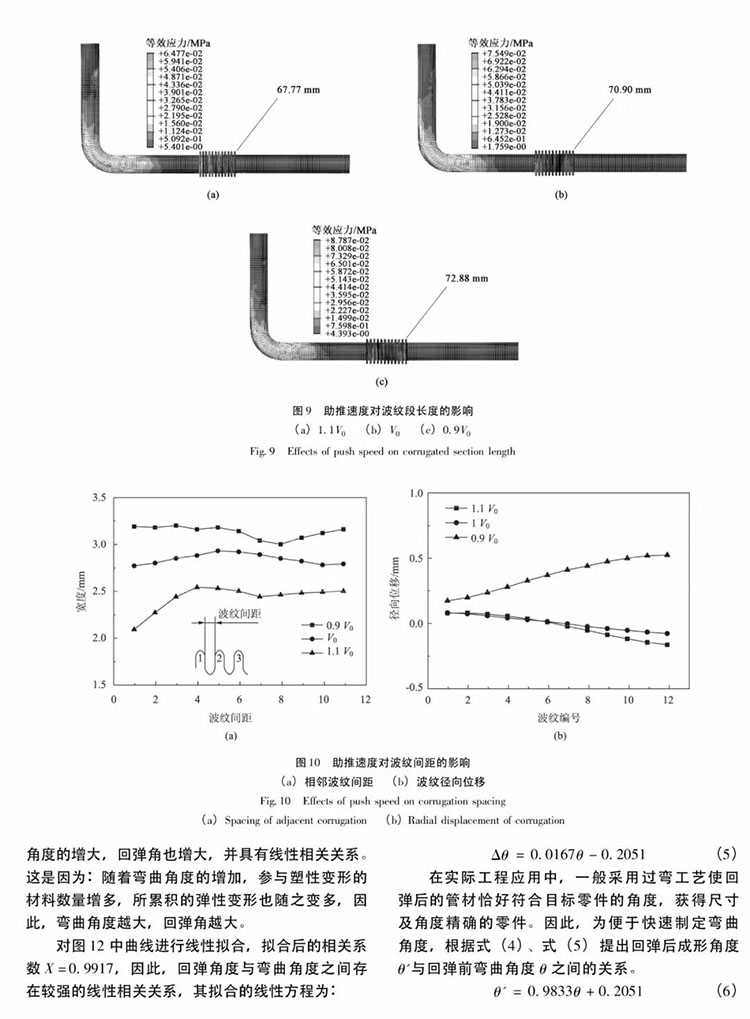
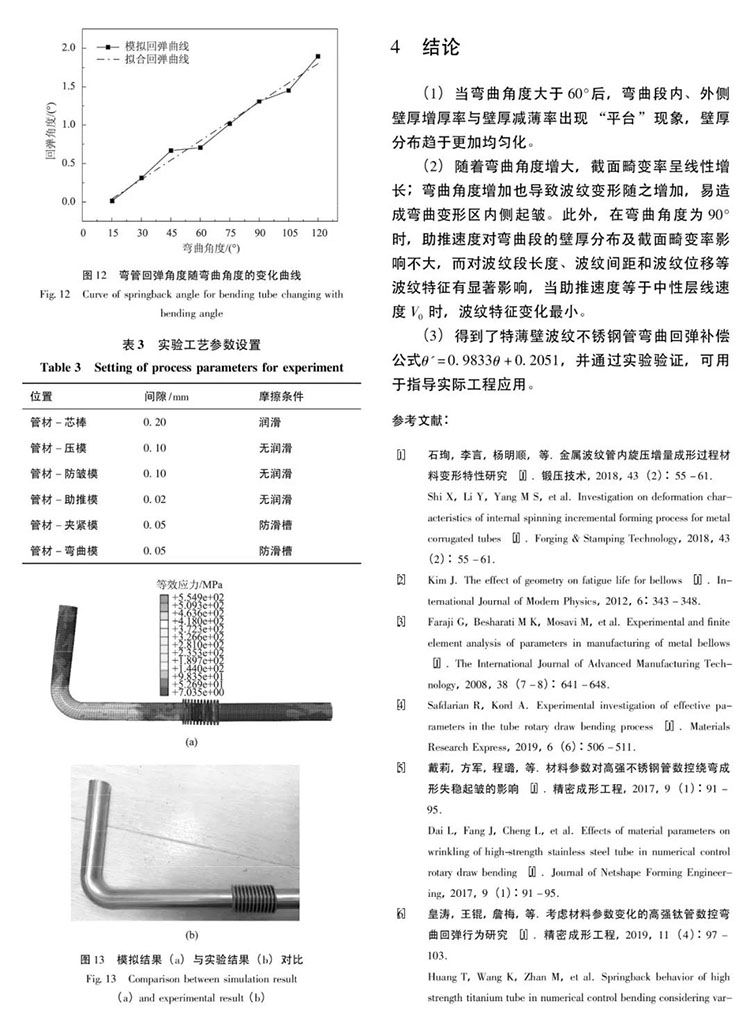
結果表明:助推速度對彎曲段的壁厚分布及截面畸變率影響微弱,但對波紋段有顯著影響,當助推速度等于中性層線速度V0時,波紋段長度、波紋間距和波紋位移變化最小;彎曲角度大于60°后,內、外側增厚率或減薄率出現“平臺”現象,壁厚分布更加均勻;回彈量與彎曲角度大致呈線性關系,同時,實驗證明所建立的回彈補償公式能夠準確地應用于帶波紋薄壁不銹鋼管的彎曲成形過程。
來源 | 《鍛壓技術》2020年第6期
作者 | 徐勇;靳鵬飛;田亞強;夏亮亮;張士宏;陸瀚;王衛星
以下為正文:
【興迪源機械液壓技術優勢】
興迪源機械嚴格按照ISO國際標準質量管理體系和5S管理標準進行質量監控和內部管理。建立有 “河南省流體壓力成形智能裝備工程技術研究中心”,核心團隊由數十名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術和產品工藝研發。

興迪源機械與中國科學院金屬研究所、南京航空航天大學等院校開展長期的產、學、研合作,并共同設立了“液壓成形技術產業化示范基地”,時刻跟蹤國內外領先技術,不斷提升“興迪源”液壓設備品牌價值。