
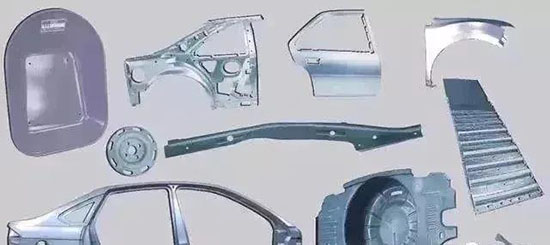
只有具有出色的沖壓工藝性,才能以最簡(jiǎn)略、最經(jīng)濟(jì)的辦法制作出合格的沖壓零件。本文興迪源機(jī)械帶來沖壓模具設(shè)計(jì)的規(guī)劃與步驟。
一.沖壓零件的沖壓工藝性剖析:
只有具有出色的沖壓工藝性,才能以最簡(jiǎn)略、最經(jīng)濟(jì)的辦法制作出合格的沖壓零件。首先可以按照以下辦法完成沖壓件的工藝性剖析:
1.讀懂零件圖。除零件形狀尺度外,要點(diǎn)要了解零件精度和外表粗糙度的要求。
2.剖析零件的結(jié)構(gòu)和形狀是否合適沖壓加工。
3.剖析零件的基準(zhǔn)挑選及尺度標(biāo)示是否合理,尺度、方位和形狀精度是否合適沖壓加工。
4.沖裁件斷面的外表粗糙度要求是否過高。
5.是否有足夠大的出產(chǎn)批量。
假如零件的工藝性太差,應(yīng)與規(guī)劃人員洽談,提出修正規(guī)劃的計(jì)劃。假如出產(chǎn)批量太小,應(yīng)考慮選用其它的出產(chǎn)辦法進(jìn)行加工。

二.沖壓工藝計(jì)劃規(guī)劃及最佳工藝設(shè)計(jì):
1.依據(jù)沖壓零件的形狀尺度,開始斷定沖壓工序的性質(zhì),如:沖裁、曲折、拉深、脹形、擴(kuò)孔等沖壓模具規(guī)劃的辦法與過程沖壓模具規(guī)劃的辦法與過程。
2.核算各沖壓成形辦法的變形程度。若變構(gòu)成度超過極限變形程度,應(yīng)核算該工序的沖壓次數(shù)。
3.依據(jù)各工序的變形特色和質(zhì)量要求,組織合理的沖壓次序。要注意確保每道工序的變形區(qū)都是弱區(qū),現(xiàn)已成形的部分(含現(xiàn)已沖制出的孔或外形)在以后的工序中不得再參加變形,多角曲折件要先彎外后彎內(nèi),要組織必要的輔佐工序和整形、校平、熱處理等工序。
4.在確保制件精度的前提下,依據(jù)出產(chǎn)批量和毛坯定位與出料要求,斷定合理的工序組合辦法。
5.要規(guī)劃兩個(gè)以上的工藝計(jì)劃,并從質(zhì)量、成本、出產(chǎn)率、模具的刃磨與修理、模具壽命及操作安全性等各個(gè)方面進(jìn)行比較,從中選定一個(gè)最佳的工藝計(jì)劃。
6.開始斷定各個(gè)工序的沖壓設(shè)備。
三.沖壓零件毛坯規(guī)劃及排樣圖設(shè)計(jì):
1.按沖壓件性質(zhì)尺度,核算毛坯尺度,制作毛坯圖。
2.按毛坯性質(zhì)尺度,規(guī)劃排樣圖,進(jìn)行資料利用率核算。要規(guī)劃多種排樣計(jì)劃,通過比較挑選其間的最佳計(jì)劃。
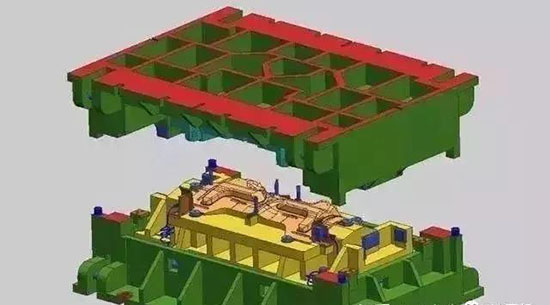
四.沖壓模具設(shè)計(jì):
1.斷定沖壓加工各工序的模具結(jié)構(gòu)辦法,并制作模具簡(jiǎn)圖。
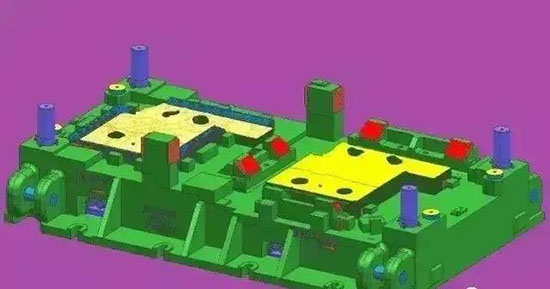
2.對(duì)指定的1-2個(gè)工序的模具進(jìn)行具體的結(jié)構(gòu)規(guī)劃,并制作模具作業(yè)圖。規(guī)劃辦法如下:
(1)斷定模具的品種:是簡(jiǎn)略模、接連模仍是復(fù)合模。
(2)模具作業(yè)零件規(guī)劃:核算凸、凹模刃口尺度和凸、凹模長度,斷定凸、凹模結(jié)構(gòu)辦法和銜接固定辦法。
(3)斷定毛坯的定位和定距辦法,并對(duì)相應(yīng)的定位、定距零件進(jìn)行規(guī)劃。
(4)斷定壓料、卸料、頂件及推件辦法,并對(duì)相應(yīng)的壓料板、卸料板、推件塊等進(jìn)行規(guī)劃。
(5)模架規(guī)劃:包含上下模座及導(dǎo)向辦法的規(guī)劃,也能夠選用規(guī)范模架。
(6)在完結(jié)以上作業(yè)的基礎(chǔ)上,按比例制作模具作業(yè)圖。先用雙點(diǎn)劃線制作毛坯,再制作作業(yè)零件,然后制作定位和定距零件,用銜接零件把以上各部分銜接起來,最終在恰當(dāng)?shù)姆轿恢谱鲏毫虾托读狭慵R罁?jù)模具的具體情況,以上次序也可作恰當(dāng)調(diào)整。
(7)作業(yè)圖上應(yīng)該標(biāo)示模具的外輪廓尺度、模具閉合高度、合作尺度及合作型式?jīng)_壓模具規(guī)劃的辦法與過程模具規(guī)劃。作業(yè)圖上要標(biāo)示模具的制作精度和技能條件的要求作業(yè)圖要按國家制圖規(guī)范制作,有規(guī)范的標(biāo)題欄和名細(xì)表。假如是落料模,要在作業(yè)圖的左上角上制作排樣圖。
(8)核算模具壓力中心,查看壓力中心與模柄中心線是否重合。假如不重合,對(duì)模具成果作相應(yīng)的修正。
(9)核算沖壓力,最終選定沖壓設(shè)備,進(jìn)行模具與沖壓設(shè)備相關(guān)尺度的校核(閉合高度、作業(yè)臺(tái)面、模柄裝置尺度等)。
【興迪源機(jī)械液壓技術(shù)優(yōu)勢(shì)】
興迪源機(jī)械嚴(yán)格按照ISO國際標(biāo)準(zhǔn)質(zhì)量管理體系和5S管理標(biāo)準(zhǔn)進(jìn)行質(zhì)量監(jiān)控和內(nèi)部管理。建立有 “河南省流體壓力成形智能裝備工程技術(shù)研究中心”,核心團(tuán)隊(duì)由數(shù)十名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術(shù)和產(chǎn)品工藝研發(fā)。

興迪源機(jī)械與中國科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開展長期的產(chǎn)、學(xué)、研合作,并共同設(shè)立了“液壓成形技術(shù)產(chǎn)業(yè)化示范基地”,時(shí)刻跟蹤國內(nèi)外領(lǐng)先技術(shù),不斷提升“興迪源”液壓設(shè)備品牌價(jià)值。