【作 者】曹晨華
【前 言】
近年來,隨著中國汽車制造業和高速精密沖壓的迅猛發展,我國已進入到精沖技術發展的新階段。精沖擠壓復合成形工藝是精沖復合成形技術中的一種,它既具有板料成形的特點,又具有體積成形的特點,可以生產門類更加廣泛多樣的零件,具有較好的應用前景。
【精沖擠壓成形工藝原理介紹】
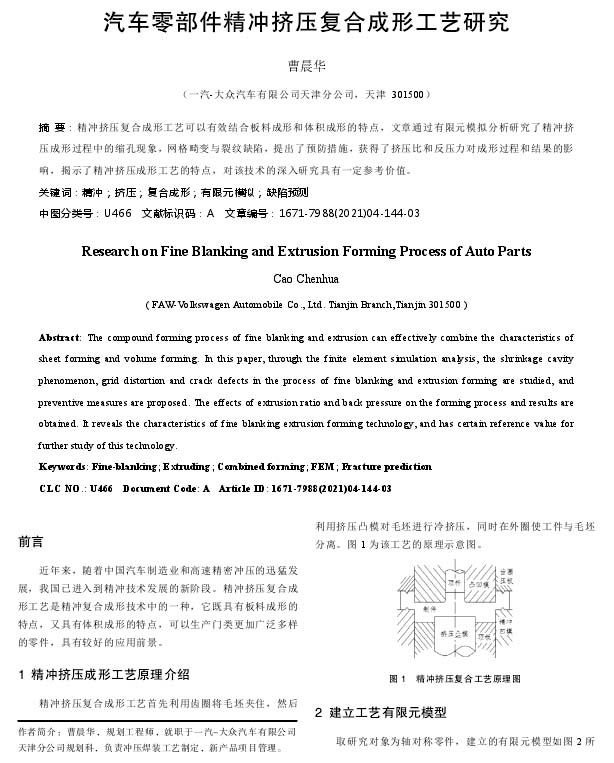
精沖擠壓復合成形工藝首先利用齒圈將毛坯夾住,然后利用擠壓凸模對毛坯進行冷擠壓,同時在外圈使工件與毛坯分離。圖1為該工藝的原理示意圖。
【結 論】
本文建立了精沖擠壓復合成形工藝的有限元模型,分析研究了成形過程中的縮孔現象和裂紋缺陷,探討了缺陷產生的原因和預防措施,獲得了擠壓比和反壓力對成形過程和結果的影響關系,即擠壓比越大縮孔問題越嚴重,增大反壓力可以有效控制縮孔的深度。
以下是正文: