【作 者】曹榮青;王炯;束長林;王明鏡;王余松
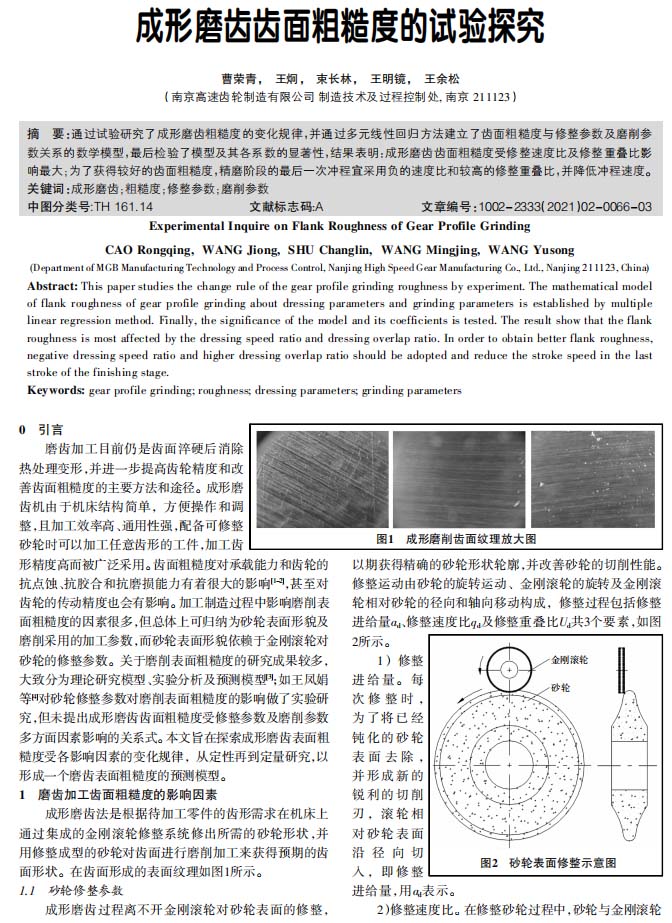
磨齒加工目前仍是齒面淬硬后消除熱處理變形,并進一步提高齒輪精度和改善齒面粗糙度的主要方法和途徑。成形磨齒機由于機床結構簡單,方便操作和調整,且加工效率高、通用性強,配備可修整砂輪時可以加工任意齒形的工件,加工齒形精度高而被廣泛采用。齒面粗糙度對承載能力和齒輪的抗點蝕、抗膠合和抗磨損能力有著很大的影響[1-2],甚至對齒輪的傳動精度也會有影響。
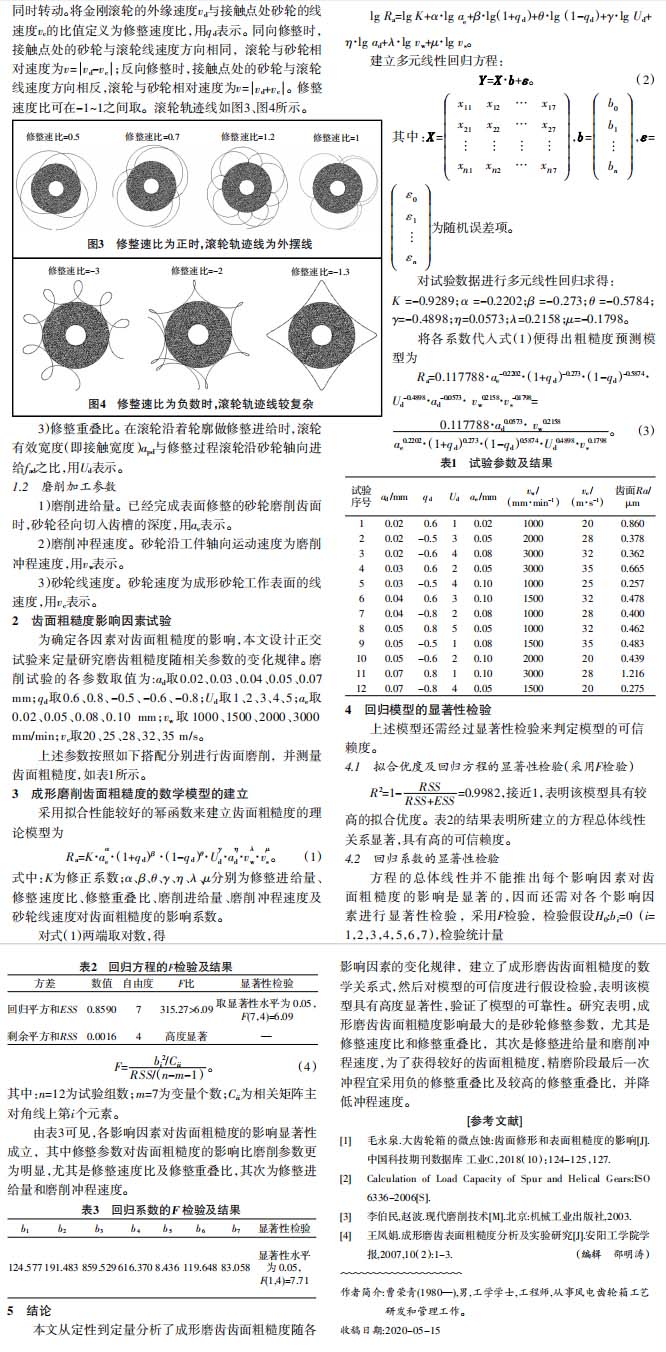
加工制造過程中影響磨削表面粗糙度的因素很多,但總體上可歸納為砂輪表面形貌及磨削采用的加工參數,而砂輪表面形貌依賴于金剛滾輪對砂輪的修整參數。關于磨削表面粗糙度的研究成果較多,大致分為理論研究模型、實驗分析及預測模型[3];如王鳳娟等[4]對砂輪修整參數對磨削表面粗糙度的影響做了實驗研究,但未提出成形磨齒齒面粗糙度受修整參數及磨削參數多方面因素影響的關系式。本文旨在探索成形磨齒表面粗糙度受各影響因素的變化規律,從定性再到定量研究,以形成一個磨齒表面粗糙度的預測模型。
【結 論】
本文從定性到定量分析了成形磨齒齒面粗糙度隨各影響因素的變化規律,建立了成形磨齒齒面粗糙度的數學關系式,然后對模型的可信度進行假設檢驗,表明該模型具有高度顯著性,驗證了模型的可靠性。
研究表明,成形磨齒齒面粗糙度影響最大的是砂輪修整參數,尤其是修整速度比和修整重疊比,其次是修整進給量和磨削沖程速度,為了獲得較好的齒面粗糙度,精磨階段最后一次沖程宜采用負的修整重疊比及較高的修整重疊比,并降低沖程速度。
以下是正文: