【作 者】張浩;何長樹;李曉丹;李穎
【前 言】
目前,運載火箭貯箱等大型部件普遍采用先分塊成形,再焊接的方式進行制造,但存在尺寸精度差、生產效率低等問題,采用大尺寸坯料進行整體成形則有望使這些問題得到解決[1-2]。但目前國內某廠生產的板材寬度不能滿足成形部件的尺寸要求,采用拼焊板技術可以增加成形坯料板的寬度,進而解決生產大型部件受板材寬度限制的問題[3-4]。
拼焊板(Tailor-welded Blanks, TWBs)成形技術是通過焊接的方式把數塊不同材質或不同尺寸的金屬板料連接在一起從而形成一整張板材,而后采用特定的成形工藝對坯料進行整體成形的方法,廣泛應用于汽車制造、飛機制造等行業[5]。
本項目以FSW拼焊、退火、整體沖壓成形、固溶+時效、分段安裝工藝路線為背景,對2024-0鋁合金FSW拼焊板進行焊后退火處理并進行杯突試驗,利用數值模擬技術對杯突過程進行模擬,并對接頭的微觀組織進行觀察,旨在揭示杯突值變化的本質原因,探究模擬終止時杯突試樣應力應變分布規律,對裂紋起裂位置進行合理預測,為拼焊板成形技術的應用提供理論基礎和數據支持。
【結 論】
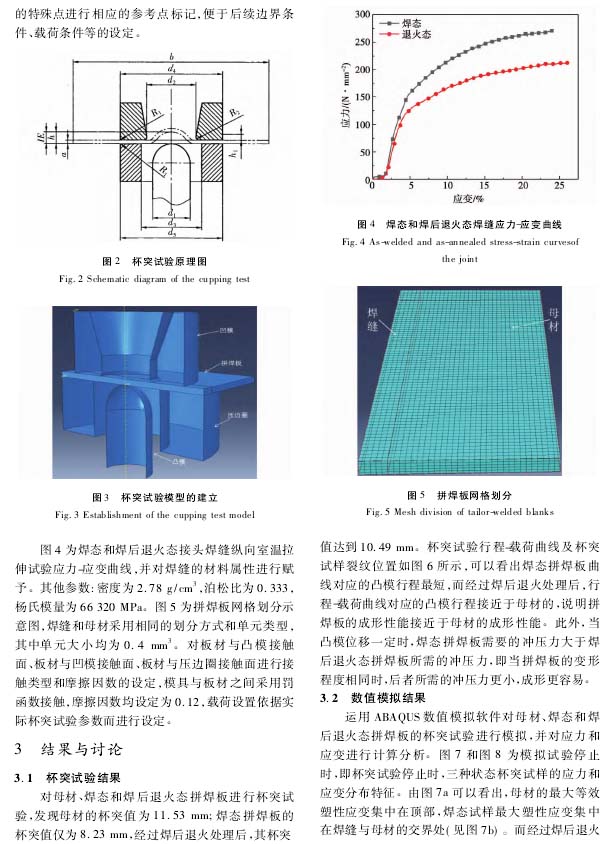
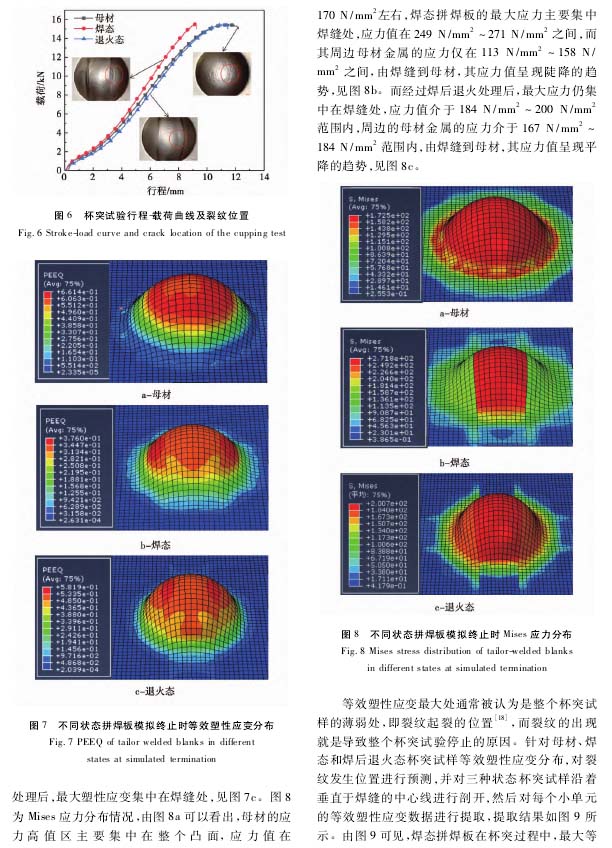
(1)焊態拼焊板經退火處理后,杯突值由8. 23 mm提高到10. 49 mm,接近母材的杯突值11.53 mm。焊后退火導致拼焊板焊核區發生軟化,提高了其與周圍金屬的協同變形能力,進而提高了拼焊板的成形性能。
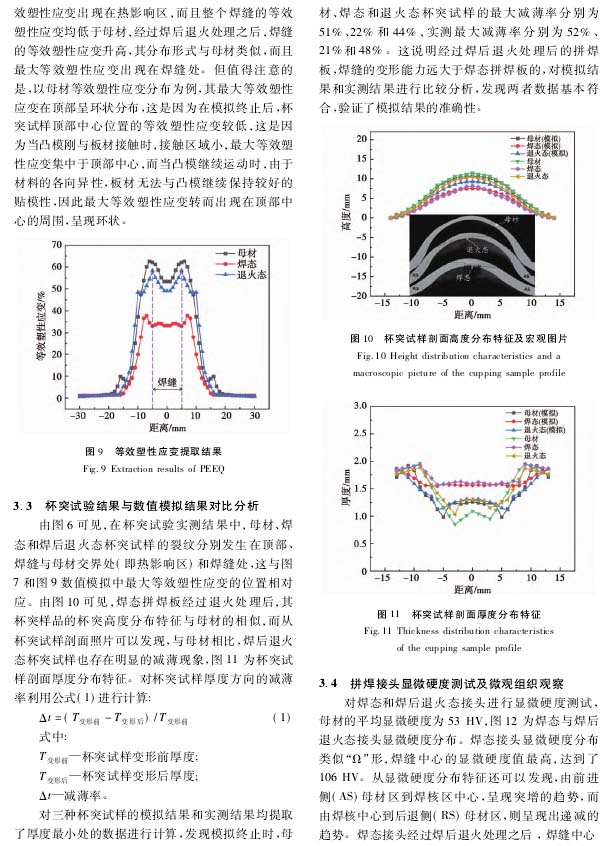
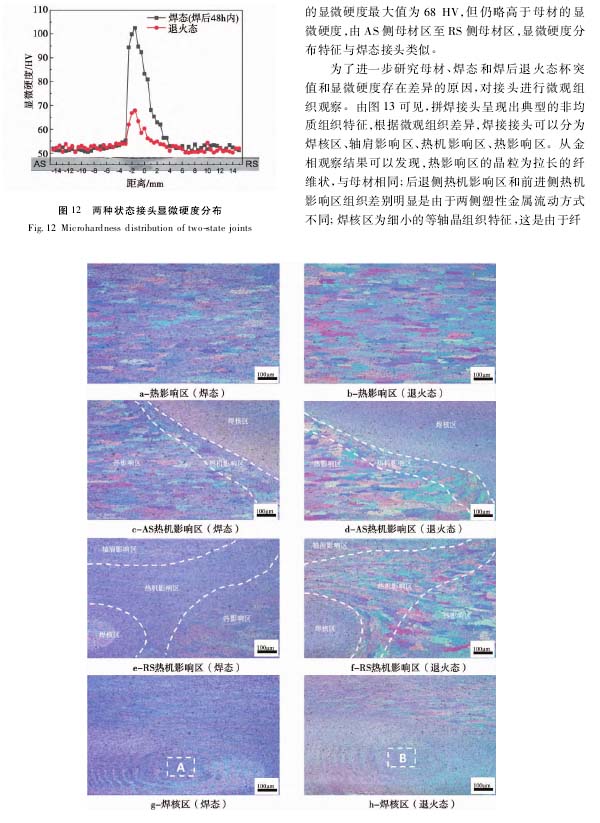
(2)杯突試驗過程的數值模擬結果表明,杯突試驗模擬過程終止時杯突試樣剖面高度及厚度分布特征均與實測結果相符;等效塑性應變最大位置是杯突試樣的薄弱區,該區減薄率最大,是裂紋的起裂位置,這與杯突試驗中裂紋出現的位置一致。
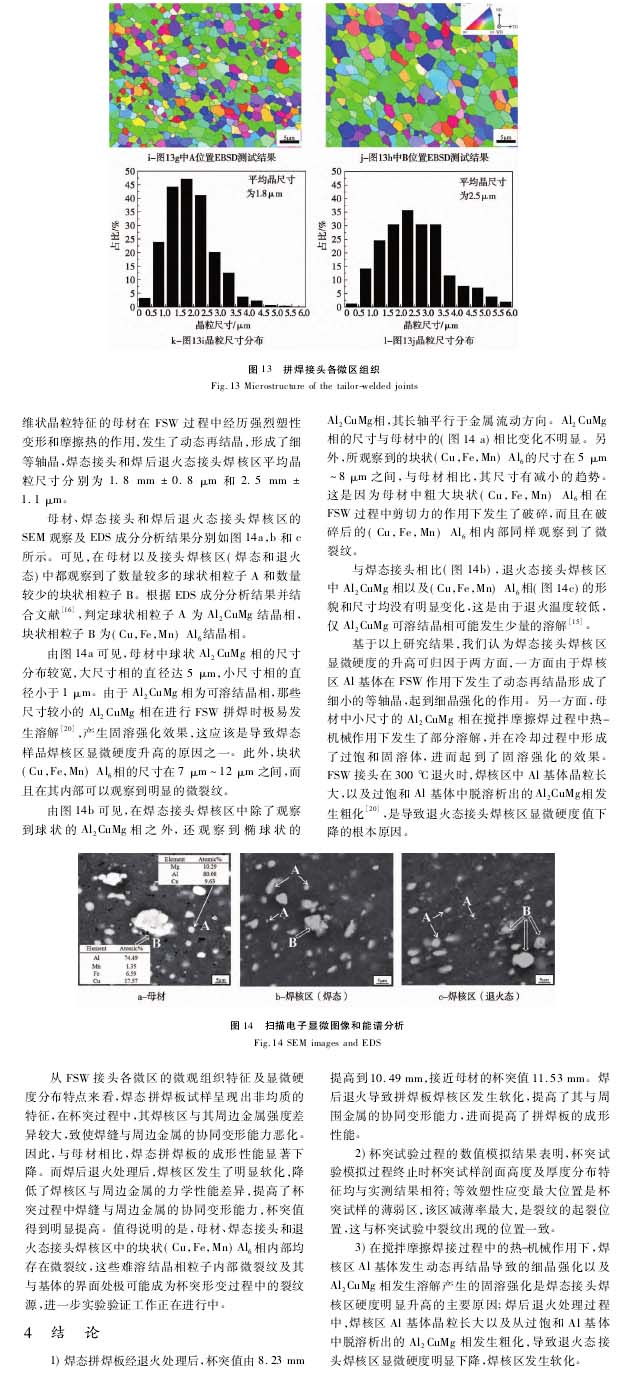
(3)在攪拌摩擦焊接過程中的熱-機械作用下,焊核區A1基體發生動態再結晶導致的細晶強化以及Al2CuMg相發生溶解產生的固溶強化是焊態接頭焊核區硬度明顯升高的主要原因;焊后退火處理過程中,焊核區Al基體晶粒長大以及從過飽和Al基體中脫溶析出的Al2CuMg相發生粗化,導致退火態接頭焊核區顯微硬度明顯下降,焊核區發生軟化。
以下是正文: